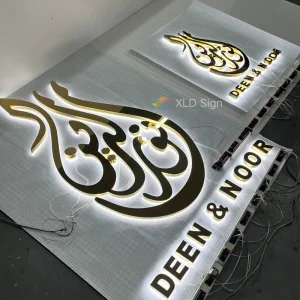
Precision-engineered illuminated products for premium brand visibility.
Analyzing the Convergence of LED Technology, Sustainability, and Brand Architecture
Modern LED signage is no longer just about visibility; it's about Psychological Brand Anchoring. We utilize high-CRI (Color Rendering Index) LEDs that ensure your brand colors remain consistent under 6500K daylight and 3000K evening ambient light. This technical precision is what separates industrial manufacturers from local workshops.
Operating from the heart of the global electronics supply chain, our factory leverages a vertical integration model. This means immediate access to the latest SMD LED modules, aerospace-grade aluminum, and high-transmission PMMA acrylics, reducing lead times by 40% compared to Western counterparts while maintaining rigorous UL/CE standards.
International enterprises require more than a product; they need Risk Mitigation. Our service includes DDP (Delivered Duty Paid) logistics, structural engineering drawings for local permit approvals, and "plug-and-play" wiring systems that conform to specific regional electrical codes (110V-240V).
We are a professional factory covering an area of more than 3,000 square meters with more than 25 years of production experience in the advertising sign industry. We specialize in customizing a variety of illuminated business signs, light boxes and Acrylic Faux Neon Signs. With comprehensive manufacturing capabilities, we can customize any unique business advertising sign.
Main Products: LED Backlit Letter Signs, LED Frontlit Letter Signs, LED front and back luminous letter signs, Non-illuminated Metal Letter Signs, Light Boxes, Acrylic Faux Neon Signs and other creative business signs.

Tailored luminous strategies for diverse commercial landscapes
High-fidelity backlit logos that utilize diffuse reflection technology to eliminate "hot spots," creating a halo effect synonymous with premium brands.
Wayfinding systems with IP67 waterproof ratings, ensuring 24/7 reliability in outdoor emergency environments or aesthetic hotel facades.
IoT-ready signage that can be integrated with light sensors for automatic dimming, reducing energy consumption by up to 30%.
Our commitment to quality and safety is reflected in our numerous certificates, including UL, CE, RCM, SAA and RoHS.

Our factory is equipped with the best manufacturing equipment and team members for every new sign project. You can count on us to bring your coolest sign from concept to reality.
Expert insights for global procurement and project managers
The primary advantage is the technological ecosystem. China accounts for over 80% of global LED production, meaning manufacturers here have first-hand access to the most efficient chipsets and heat-sink materials. Combined with mature logistics, this results in a 30-50% cost saving without compromising on premium certification requirements like UL or CE.
We use Bin-Selection protocols. LEDs are manufactured in batches (bins) with slight variations. For corporate rollouts, we reserve specific LED bins to ensure that a sign in New York looks identical to one in London, maintaining your brand's chromatic integrity.
Our high-quality LED modules are rated for 50,000 to 100,000 hours. We utilize constant-current power supplies which prevent voltage spikes, the leading cause of premature LED failure, ensuring your investment lasts for over a decade of continuous use.
Absolutely. Our One-stop Service includes a dedicated engineering team that translates 2D brand guidelines into 3D structural drawings, accounting for wind load, mounting points, and internal wiring diagrams.
Explore our diverse range of bespoke illuminated signage