Precision engineering meets design intelligence. Discover our top curated branding options, crafted to command presence and endure extreme conditions.






In the highly competitive commercial, residential, and industrial real estate development landscapes, visual communication assets act as primary drivers for tenant acquisition, capital investment attraction, and municipal engagement. Far beyond functioning as mere informational markers, large-scale real estate signs serve as the structural anchor of spatial brand strategy. They embody structural engineering excellence, advanced materials science, and meticulous regulatory compliance. Global developers, institutional asset managers, and national construction firms require high-quality signage products that withstand harsh environment profiles, offer uninterrupted illumination lifecycle reliability, and conform to municipal structural codes across global jurisdictions.
"High-quality physical signage is not an expense; it is a critical capital asset. The visual and structural integrity of exterior real estate signs directly influences public valuation of the site, establishing the foundation of project credibility and brand positioning."
Procuring signage packages at the enterprise scale requires a highly systemic partner capable of coordinating complex specifications, logistics, and multi-site brand rollouts. Supply chain and development leaders look for manufacturers who mitigate total cost of ownership (TCO) by integrating design optimization, raw material resilience, and electrical component standardization. We address these requirements with end-to-end engineering, robust supply assurance, and strict adherence to design requirements, offering a seamless procurement loop that covers custom shop drawings, prototyping, material verification, and international door-to-door logistics.
Different property profiles demand distinct structural configurations. Understanding user intent and spatial dynamics informs how we approach every signage system:
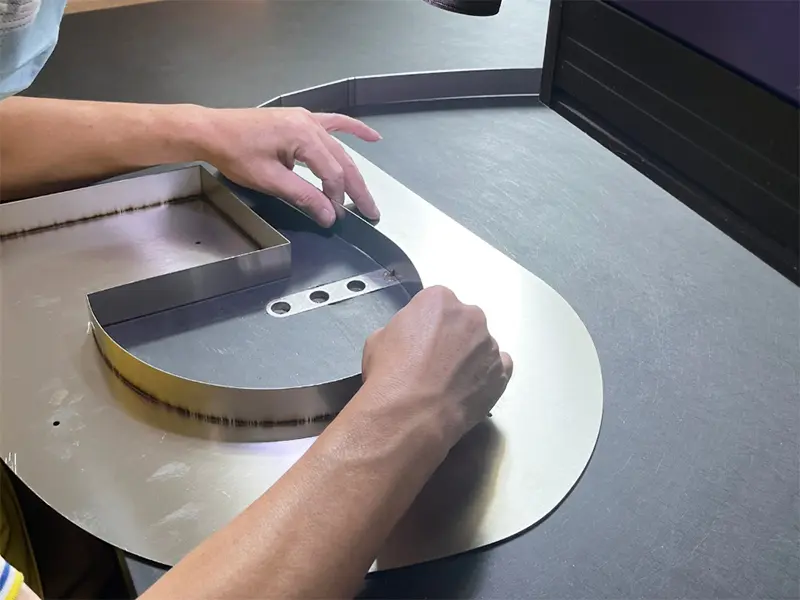
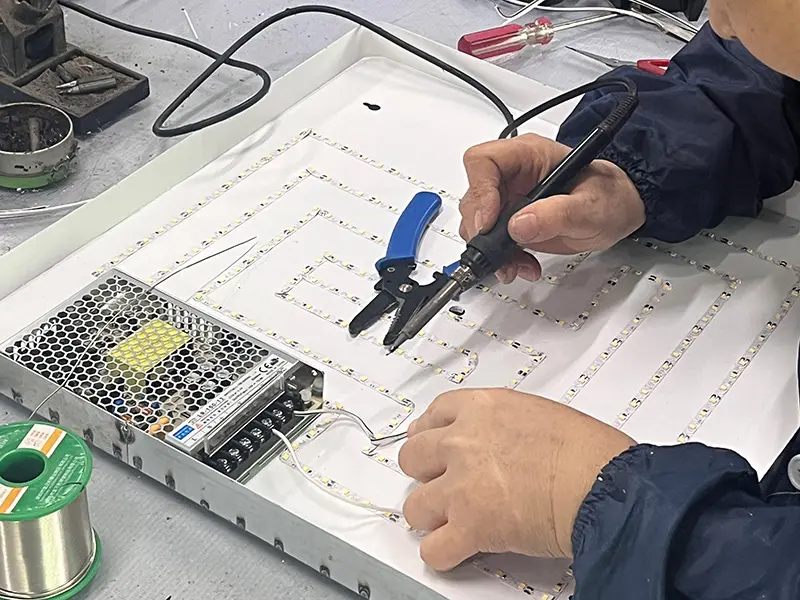
We operate a state-of-the-art production facility covering an area of more than 3,000 square meters, backed by more than 25 years of specialized manufacturing experience in the global commercial signage and display industry. Over the past two and a half decades, we have continuously refined our processes, integrating advanced CAD/CAM modeling, precise laser cutting, automated channel letter bending, and clean-room electrical assembly to build signs that deliver long-lasting performance.
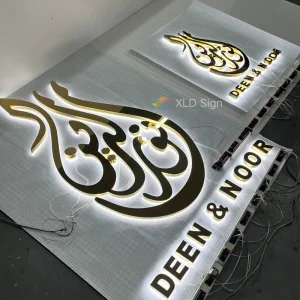
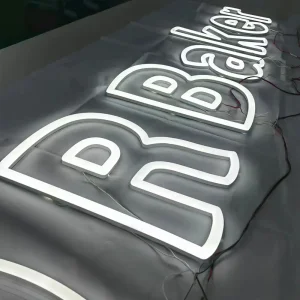
Our capability catalog spans high-end non-illuminated metal letter signs, energy-efficient LED backlit structures, frontlit channel letters, durable outdoor light boxes, and customized acrylic faux neon signs. We work closely with general contractors, architects, and franchise operators to translate design concepts into striking, structural visual markers.

From CAD modeling to precision fabrication and international compliance, our infrastructure ensures quality at every stage.







The transition from visual concepts to external physical installations requires solid engineering design. The life expectancy of outdoor signage depends on managing wind resistance, thermal expansion, moisture ingress, and lumen degradation. Our engineering department implements a comprehensive checklist across all sign assemblies:
For major retail centers and roadside installations, signage profiles must be calculated using regional wind-load models. We analyze drag coefficients, structural support configurations, and anchoring methods to ensure that high-wind conditions do not compromise structural stability. Our heavy-duty architectural sign assemblies utilize internally reinforced structural frames to distribute stress and protect internal components.
Water and dust ingress are major causes of premature LED failure. Our illuminated products are manufactured with IP65 to IP67-rated configurations. The electrical components are housed in sealed pockets protected by specialized silicone gaskets and drip ports to direct condensation away from electrical systems, maintaining consistent operation during freeze-thaw cycles and intense rain.
Uneven lighting detracts from high-end branding. We address this using custom-placed optical lenses on each LED element, paired with high-molecular-weight PMMA acrylic diffusers. This eliminates hotspots, resulting in uniform luminance. Additionally, we program color-rendering index (CRI) standards matching specified Pantone palettes to maintain exact brand color replication day and night.
"Thermal management is standard across all of our LED channel sign configurations. By bonding the LED strips to thermally conductive backplates, we direct heat away from the chips, protecting light output levels and avoiding color shift over thousands of operational hours."
We have designed our service pipeline around four operational pillars to deliver reliable commercial production and support.
We manage fabrication under one roof. Our equipped manufacturing facility, dedicated production lines, and quality control specialists allow us to maintain control over material quality and manufacturing tolerances.
We conduct testing throughout our manufacturing pipeline, including thermal tests, photometer calibrations, and structural inspections, followed by testing support for all customers post-delivery.
Our engineering design team handles structural drawings, mechanical design, code reviews, and coordinates with your logistics partners to streamline project execution.
We adapt to your branding standards. Whether producing standard signage templates or fabricating unique, complex structural signs, we support customization for every order.
Our commitment to safety and manufacturing quality is supported by our certifications, showing compliance with electrical safety regulations globally.
Every illuminated sign assembly we build features electrical certification matching destination regional codes, including UL (Underwriters Laboratories) for North America, CE for European Union member states, RCM and SAA for Australia and New Zealand, and RoHS for hazardous materials compliance.

The commercial signage landscape is transitioning towards smarter, more sustainable, and high-efficiency systems. We continue to invest in R&D to align our manufacturing capabilities with these key developments:
In response to enterprise ESG (Environmental, Social, and Governance) targets, we are integrating recycled-content aluminum frames and biodegradable optical grade PMMA options. These choices help reduce carbon footprint impacts for large development projects while maintaining structural durability and optical clarity.
Modern commercial installations increasingly integrate with building management systems (BMS). Our illuminated structures support smart dimming interfaces that adapt light levels based on ambient environmental conditions, saving energy while maintaining legibility.
We are upgrading our lighting components to high-density LED arrays. By reducing driving currents and optimizing spacing, we lower thermal load, extending operating lifespans to over 80,000 hours with minimal degradation.
Addressing technical questions regarding material specifications, wind loads, and engineering standards for commercial signs.
Our standard designs are engineered to withstand wind velocities of 110-130 mph (approx. 177-209 km/h). For projects in coastal zones or areas prone to high winds, our team can modify structural frames and internal anchors to meet local regulations, using FEA structural modeling to verify design calculations.
We source our LED modules from reputable suppliers using strict binning processes, ensuring all LEDs fall within a 3-step MacAdam ellipse. This helps maintain consistent correlated color temperature (CCT) and color rendering index (CRI > 85) across initial and replacement sign components.
Acrylic faux neon offers several operational benefits over glass neon, including a 70% reduction in power use, virtual elimination of fragile breakages, and lower operational voltage (12V/24V vs 15kV). It also performs reliably in cold climates without dimming issues.
Acrylic expands and contracts with changing temperatures. We construct our retainers with expansion margins and use flexible mounting clips, preventing warping and stress cracking at attachment points as temperatures fluctuate.
All illuminated components are configured and tested to meet local market requirements. We supply CE-certified assemblies for Europe and SAA/RCM-compliant power units and internal wiring systems for Australia and New Zealand.
We utilize marine-grade 316 stainless steel or architectural 6063 aluminum alloys treated with chromate conversion coatings, finished with exterior-grade PVDF fluorocarbon paint to resist salt-spray corrosion.
Standard production runs average 14 to 21 working days following final shop drawing sign-off. High-volume developments or highly customized structures may require extended timelines, which our project managers schedule during the planning phase.
Browse our standard configuration systems. All designs are ready to be adjusted to your architectural and compliance specifications.







