Explore our leading selection of custom-engineered commercial signage solutions, optimized for high visibility, durability, and brand precision.
In a high-stress medical ecosystem, signage is not merely structural decor—it is a critical extension of patient care. Modern healthcare architecture demands a sophisticated visual guidance network that mitigates cognitive load, decreases patient anxiety, and actively prevents operational bottlenecks.
As a specialized global manufacturer of custom interior LED hospital signage, we engineer state-of-the-art directional systems that integrate advanced LED optics, certified materials, and compliant formatting. By combining photopic contrast algorithms with non-glare illumination and hygienic housings, our signage systems assist emergency, clinical, and administrative staff while ensuring universal accessibility and emergency readiness.

"According to architectural healthcare studies, intuitive wayfinding systems directly correlate with a reduction in patient stress hormones and a measurable increase in clinical workflow efficiency. Correctly illuminated, high-contrast signs save critical seconds in high-acuity zones."
A professional production hub backed by 25 years of specialized engineering in the architectural and commercial signage sector.
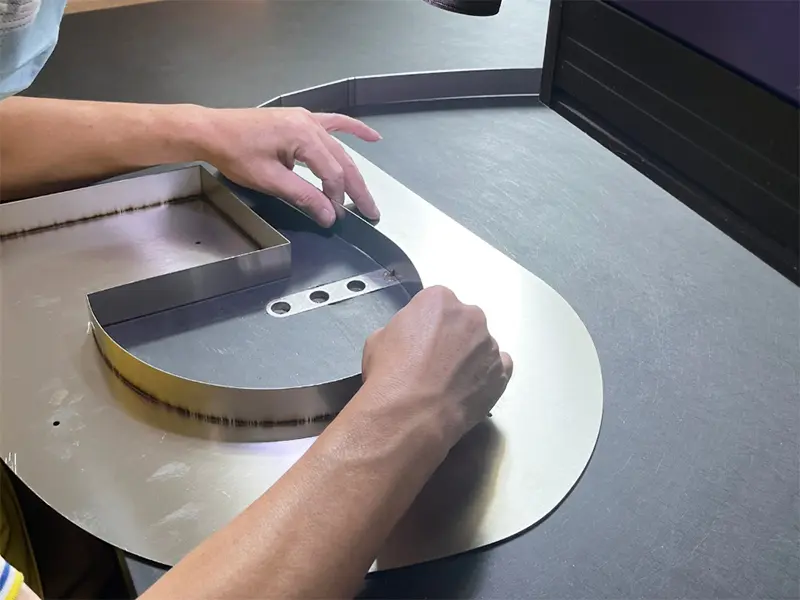
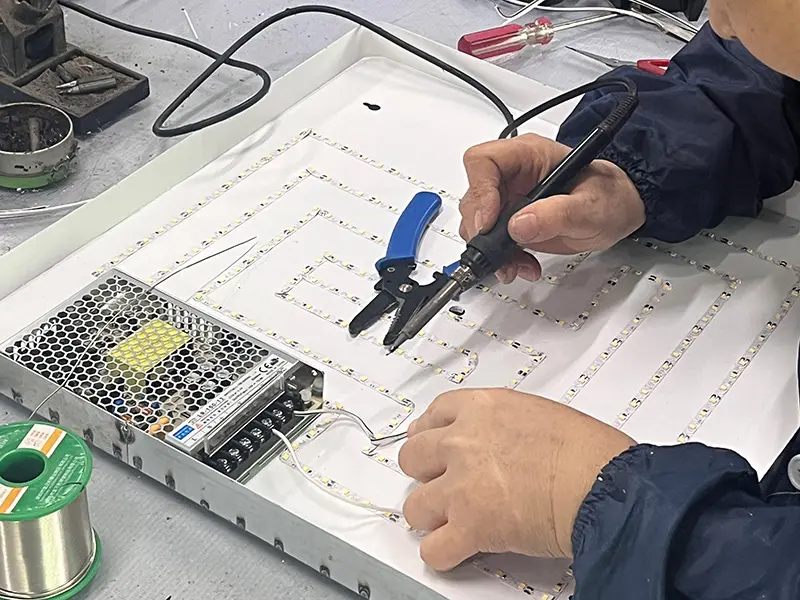
Our state-of-the-art manufacturing facility covers an expansive footprint of more than 3,000 square meters, utilizing cutting-edge CNC routing, laser precision metal forming, and class-10,000 dust-free cleanrooms for premium acrylic assembly. With more than 25 years of production experience in the sign manufacturing industry, we cater to architectural networks, commercial developers, and large-scale hospital groups globally.
We pride ourselves on our complete custom fabrication workflow. From CAD/BIM model structural integration to final high-power thermal testing, every single sign unit is customized to exact architectural specifications and lighting requirements.
Our facility designs, manufactures, and commissions a diverse range of illuminated architectural products, tailored for hospital interiors, clinical spaces, and exterior campuses:


We guarantee absolute safety and performance compliance across international healthcare systems.
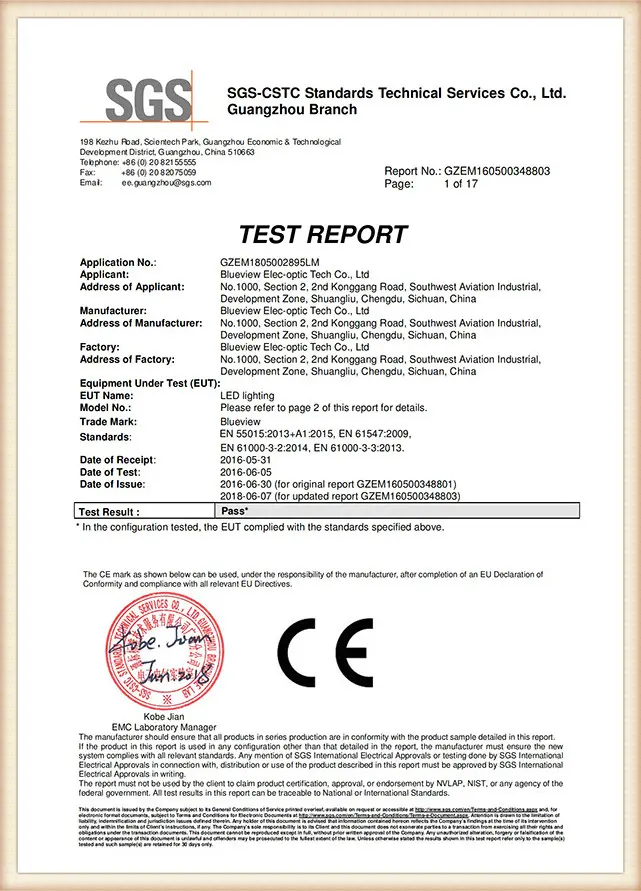
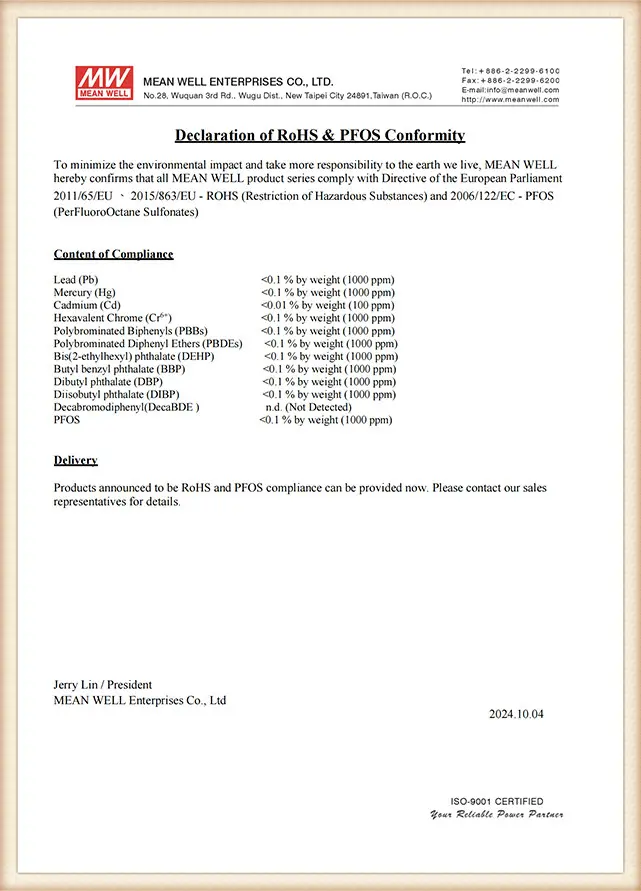
Healthcare facilities operate under strict regulatory fire-code and electrical safety mandates. All our illuminated signage products are manufactured under rigorous QA procedures, utilizing fully certified electrical components to ensure reliable integration into main low-voltage power networks.
Our products possess recognized certifications for critical global regions, ensuring smooth project inspections, minimal liability, and long-term operating safety:

Tailored signage layouts addressing the functional, psychological, and environmental needs of medical departments.
Surgical suites and critical care units require high-hygiene setups. Our signs in these areas use flush-mount LED panels with zero-gap, dust-tight seams to prevent particle accumulation. Using non-porous PMMA/acrylic and cleanroom-grade sealant, these signs withstand frequent exposure to chemical disinfectants (isopropyl alcohol and hydrogen peroxide vapor) without degrading or turning yellow.
EDs operate 24/7/365 under intense time constraints. Signage here must provide instant visibility from long distances. We integrate high-output red/amber LED emitters inside heavy-duty, double-sided suspended frames to ensure critical wayfinding markers remain visible in crowded, high-traffic corridors, directing walk-ins and ambulance arrivals instantly.
Children's and geriatric spaces benefit from distinct design strategies. In pediatrics, we provide warm-toned LED neon displays that offer soft, comforting light to minimize fear. For geriatrics and low-vision patients, we focus on high-contrast, non-glare, large-scale backlit signs that meet ADA requirements and assist with navigation and spatial memory.
Radiology and MRI spaces require specialized, non-ferrous, EMI-shielded light structures. Our signs use custom non-magnetic frames (engineered from structural aluminum and polymers) to run safely without disrupting critical imaging equipment, ensuring patient safety during diagnostic procedures.
The transition from outdoor parking to indoor clinical areas is a common point of confusion for patients. Our high-lux exterior-grade LED wayfinding totems and directional light boxes bridge this gap. Featuring IP67 waterproofing and robust structural frames, they operate reliably in harsh weather, ensuring consistent guidance from parking areas directly to indoor check-in desks.
Integrating dynamic light control, IoT interfaces, and advanced photobiology into healthcare design.
The industry is transitioning from static directional panels to interactive, smart spatial networks. We are designing low-voltage LED displays that connect with local Building Management Systems (BMS) through DALI or Zigbee protocols.
During emergencies, such as fire evacuations, these smart sign networks dynamically change color (e.g., turning green for emergency exit pathways and red for blocked zones) to guide patients and staff safely and efficiently.
Excessive blue light exposure from standard signage can disrupt patient sleep cycles, particularly in post-surgery wards. Our technical roadmap focuses on circadian-friendly sign systems. These signs use custom warm-amber LED modules (2200K) at night, shifting to clear, high-contrast daylight temperatures (5000K) during the day, maintaining visibility while supporting healthy sleep patterns.
Modern hospital maintenance relies on strong chemicals and UV-C sterilization systems. To prevent yellowing, crazing, and surface cracking, our light boxes use clear PMMA sheets treated with UV-stabilized, non-porous coatings.
This allows signs to withstand deep cleaning processes while remaining clear and highly visible throughout their operating life.
To support green energy goals, we offer Power-over-Ethernet (PoE) signage configurations. By carrying power and data through a single Cat6 network cable, PoE signs simplify installation, reduce energy use, and allow facility teams to monitor and schedule sign operation remotely.
How our integrated manufacturing ecosystem delivers premium products at competitive global rates.

Our facility is situated in a leading industrial sign manufacturing hub in China, giving us access to a complete upstream and downstream supply network. This proximity allows us to source certified structural aluminum, energy-efficient LED components, and impact-resistant acrylic sheets quickly and cost-effectively.
This localized supply network gives our clients distinct advantages:




Why global healthcare general contractors and architectural practices partner with our factory.
We possess advanced production equipment, professional production lines, and an excellent QC team. Eliminating intermediaries ensures direct accountability, clear communication, and cost efficiency.
We provide not only responsive after-sales service, but also reliable technical assistance at every stage, ensuring you receive direct manufacturer support throughout the lifecycle of your signage.
Our experienced design and engineering teams are ready to support your project from concept, design layouts, and technical drawings to structural calculation and production.
We provide comprehensive ODM and OEM customization, allowing us to build bespoke, code-compliant signage solutions that match your brand identity and design guidelines.
Technical answers regarding installation, compliance, and custom engineering of interior medical signage.
Explore more of our architectural signage systems, designed to enhance visibility and modern aesthetics across diverse facilities.















