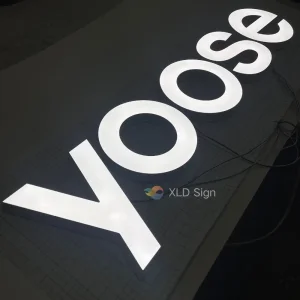
Explore our top-tier custom fabricated illuminated signs designed for global commercial storefronts, luxury hotels, and corporate offices.
We are an industry-leading, professional manufacturing facility covering an area of more than 3,000 square meters, powered by over 25 years of specialized production experience in the commercial advertising sign industry. We focus on engineering high-end, customizable architectural illuminated business signs, structural light boxes, and premium Acrylic Faux Neon Signs.
Our core mission is to merge industrial design with advanced lighting technology. With comprehensive in-house tooling, high-precision laser cutting, CNC routing, and robotic metal bending, we support global enterprise clients in realizing complex visual branding projects from initial concept blueprints to real-world installations.

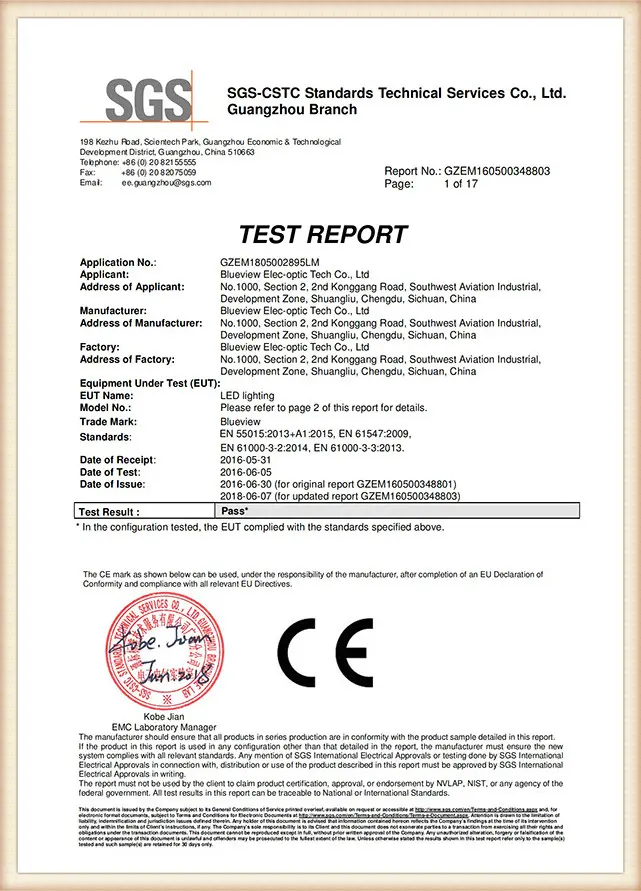
Our absolute commitment to architectural safety and structural reliability is verified by global compliance bodies. All electronic products undergo strict quality checks before shipping.

Why leading global brands and architectural groups rely on our China-based facility for custom corporate signage rollouts.
The custom backlit signage industry requires high-grade materials: architectural-grade 304 or 316 marine stainless steel, high-purity cast acrylic (PMMA), and heavy-duty, energy-efficient LED modules. Based in China's manufacturing cluster, our factory is located at the center of the world's most advanced supply chain ecosystem. This guarantees instant access to high-precision raw materials, keeping lead times minimal and pricing highly competitive without compromising material purity. We source specialized acrylic diffusers with UV stabilizers to prevent yellowing or embrittlement under intense sunlight.
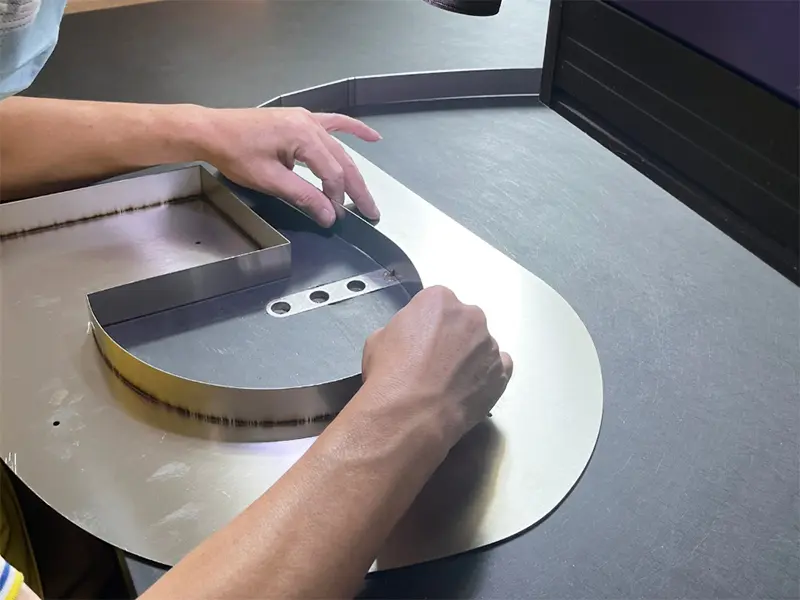
Backlit LED signs require micro-millimeter precision. The metal return must be perfectly laser-cut and welded to the letter stroke without any light leaks. Our factory features automated CNC channel letter bending machines and fiber-laser cutters. Our welders use TIG welding techniques to construct clean seams. The inner housing is lined with reflective coatings to boost light reflection by 35%, ensuring even diffusion of light. This combination of advanced machine automation and master craftsmanship ensures we can build complex, multi-layered signs.
We offer complete customization for complex engineering challenges. Our engineering team can adapt designs to handle coastal humidity (using marine-grade 316 stainless steel with an IP67 waterproof rating) or extreme wind forces (incorporating internal structural steel reinforcements). We supply complete structural layout templates, premium stud-mount spacer kits, and matching power supplies, ensuring local installers can complete installations efficiently.
Take a look inside our high-capacity production facility. Here, we build custom architectural signage solutions from raw sheets to finished, glowing letters.




Our four-pillar approach ensures that every sign we ship meets international safety codes and matches your design intent.
By bypassing middlemen, we offer transparent factory-direct pricing. This keeps material and construction standards high while optimizing your project budget.
We provide comprehensive lifetime support. This includes real-time project updates, dedicated engineers for installation consults, and 3-5 year warranties on LEDs and drivers.
Our layout services convert your high-resolution vector logos (AI, EPS, PDF, DXF) into complete 3D structural CAD blueprints, managing raw material choices and mounting setups.
We provide full customization for custom returns, custom lighting effects, dual-illumination setups, or integrations with third-party smart home or DMX controllers.
For procurement officers and project architects, managing risk is as important as aesthetics. Here is how we build to international safety standards.
| Certification / Parameter | Standards Met | Technical Implications & Quality Assurances |
|---|---|---|
| UL / cUL Listing | UL48 Standard for Signage | Certified wire routing, internal earthing, heat-resistant components. Essential for North American building inspections. |
| CE / LVD & EMC | EN 60598 / EN 55015 | Meets European electrical safety directives and electromagnetic compatibility. Prevents interference with adjacent electronics. |
| SAA / RCM Mark | AS/NZS 60598 Compliance | Mandatory electrical compliance certification for Australian and New Zealand commercial installations. |
| IP Rating | IP65 (Standard) / IP67 (Exposed) | Protection against heavy rain, dust, and coastal moisture. Double-sealed electronics compartment with silicone gaskets. |
| LED Chip Binning | 3-Step MacAdam Ellipse | Strict color temperature control (CCT consistency). Ensures no visible color deviation across long runs of letters. |
We do not cut corners. Cheap channel letters often utilize thin, reclaimed metals and low-end acrylics that degrade and turn yellow under UV exposure. Our custom backlit signs utilize only premium 304-grade stainless steel (or 316-grade for coastal installations with high salt air exposure) to prevent corrosion. For the light diffuser face, we use thick-cast PMMA acrylic with UV stabilizers. This ensures that the soft backlighting remains bright and uniform over years of exposure.
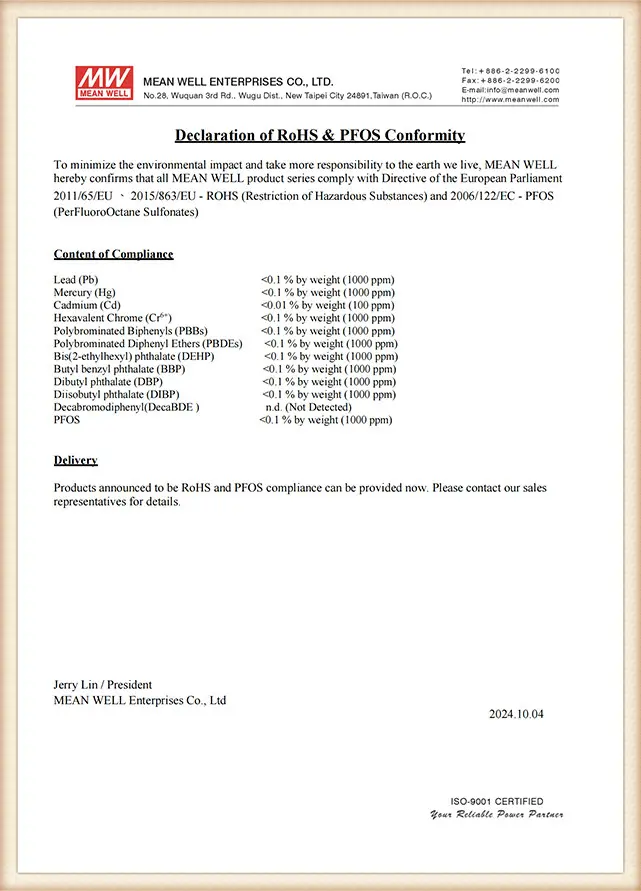
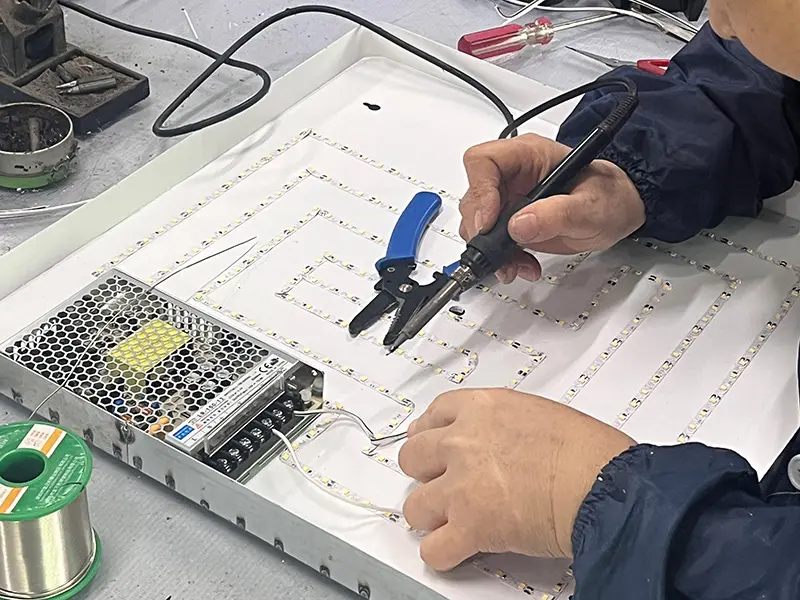
The core lighting engines are built using high-efficacy SMD (Surface Mounted Device) LED modules mounted on aluminum PCBs for optimal thermal heat dissipation. Coupled with certified Mean Well or equivalent class 2 power drivers, our systems keep operating temperatures low. This helps extend the life of the LEDs, maintaining 70% brightness after 50,000 hours of continuous operation.
Backlit LED signs offer high visual impact across many applications. Here is how they are customized for different business types.
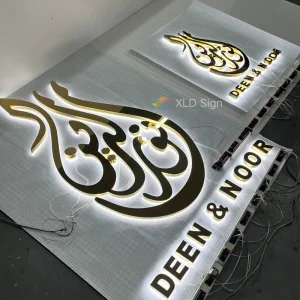
For high-fashion boutiques and luxury storefronts, we pair titanium gold or mirror-polished stainless steel returns with a warm 3000K halo. This creates a refined, high-end look that stands out in busy shopping districts.
For corporate headquarters, we focus on clean, professional branding. We use satin-brushed metal finishes with a neutral 4000K or 5000K backlight, mounted directly to wood paneling, stone walls, or painted drywall.
For hotels and restaurants, we offer custom dual-illumination signs. These feature a front-lit acrylic face paired with a warm backlit halo, providing readability from a distance and a welcoming look up close.
For national franchise chains, we guarantee color match consistency. By selecting LED modules from the same binning batch, we ensure that the sign color and brightness remain consistent across all locations.
Designed to handle wind, rain, and snow. These signs feature fully sealed IP67 LED modules and custom drainage slots. This ensures water runs out, protecting the internal electronics.
For entertainment venues, we integrate digital RGB or RGBW addressable LEDs. These can connect to smart building networks, allowing dynamic color changes and dimming programs.
From your initial logo submission to final delivery, we follow a strict manufacturing protocol to ensure quality.
Every custom letter sign is built to last. Our internal quality control protocol includes a 24-hour continuous aging test, where all LED circuits are powered at full capacity to check thermal stability and verify there are no electronic issues.
We perform waterproof spray tests on all IP65/IP67 rated exterior signs, testing the silicone gel seals and cable glands. Finally, we use digital lux meters to measure light output, ensuring the halo glow is uniform across every letter stroke without hotspots.
Global shipping requires heavy-duty packaging. Every sign is wrapped in protective foam sheets, secured in customized foam nests, and packed into thick, export-grade wooden crates. We include all mounting hardware, mounting templates, and wiring diagrams to ensure a smooth installation on site.
Get answers to technical questions about custom backlit signs, including electrical requirements and installation.
Browse our broader range of high-quality light boxes, faux neon displays, and specialized signs.