Explore our precision-crafted signature visual products engineered to elevate commercial brands worldwide.
We are a professional, industry-leading factory covering an area of more than 3,000 square meters. With more than 25 years of specialized production experience in the advertising sign industry, we have pioneered the design, engineering, and mass fabrication of high-quality illuminated business signs, precision lightboxes, and bespoke Acrylic Faux Neon systems.
Leveraging deep industrial automation integrated with hand-crafted finishing, we offer unmatched custom manufacturing capabilities. From structural architectural signs to subtle interior light accents, we deliver visually arresting, brand-aligned, and extremely durable visual hardware that meets the complex demands of contemporary global brand standards.
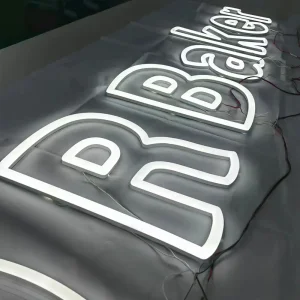
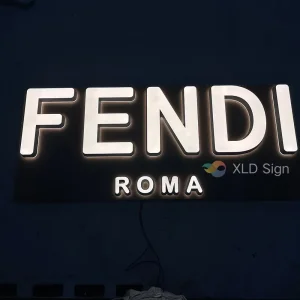
Our Primary Product Array: We specialize in custom-engineered solutions including LED Backlit Letter Signs, high-efficiency LED Frontlit Letter Signs, compound LED front and back luminous letters, architectural non-illuminated metal letter signs, modular visual lightboxes, and flexible Acrylic Faux Neon signs for modern retail and hospitality deployments.

Discover how our direct industrial structure, localized regulatory compliance, and rigorous engineering protocols deliver unparalleled ROI for worldwide enterprises.
By bypassing mid-tier supply brokers, our integrated production lines yield substantial cost optimization, saving procurement managers 20%-35% compared to local custom workshops without losing dimensional tolerances or material grade.
We provide a turnkey journey from conceptual industrial design to structural engineering, high-fidelity photorealistic rendering, production plotting, final CNC fabrication, custom electronics setup, and secure worldwide shipping solutions.
We work as an extension of your internal engineering teams. Supporting deep OEM/ODM customizations, we utilize premium raw materials, customizable electrical driver channels, specialized powder coatings, and precise vector mapping.
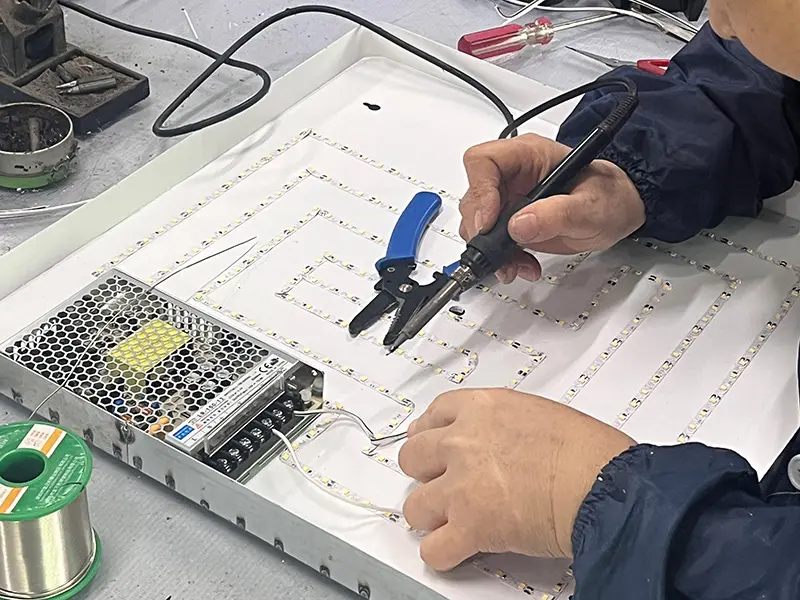
Our dedicated QC department supervises every phase of construction. Every sign undergoes structured color temperature checks, 48-hour continuous electrical stress tests, waterproof tests, and mechanical pull-apart resistance assessments.
In modern commercial design, high-quality visual signage is not merely a marker—it is the focal physical manifestation of a brand's corporate identity. In the highly competitive global retail, luxury, and dining sectors, procuring LED signage that maintains visual fidelity over years of continuous exposure is critical for brand equity. Designing and fabricating these systems requires combining advanced structural engineering, optical physics, materials science, and strict safety compliance.
China is the global center for high-tech optoelectronic manufacturing and high-precision structural fabrication. Our strategic base in South China places us in the middle of a comprehensive material and electronics ecosystem. This industrial density allows our factory to source high-grade 304 and 316 stainless steel, PMMA acrylic sheets, and high-efficiency LED chips with binning tolerances of less than 3 MacAdam ellipses. Because we have instant access to specialized surface treatment facilities, including physical vapor deposition (PVD) titanium plating, thermal powder coating, and precision laser engraving, we can finish signs quickly without relying on external supply chains. This setup shortens lead times, keeps pricing competitive, and guarantees consistent quality across large manufacturing runs.
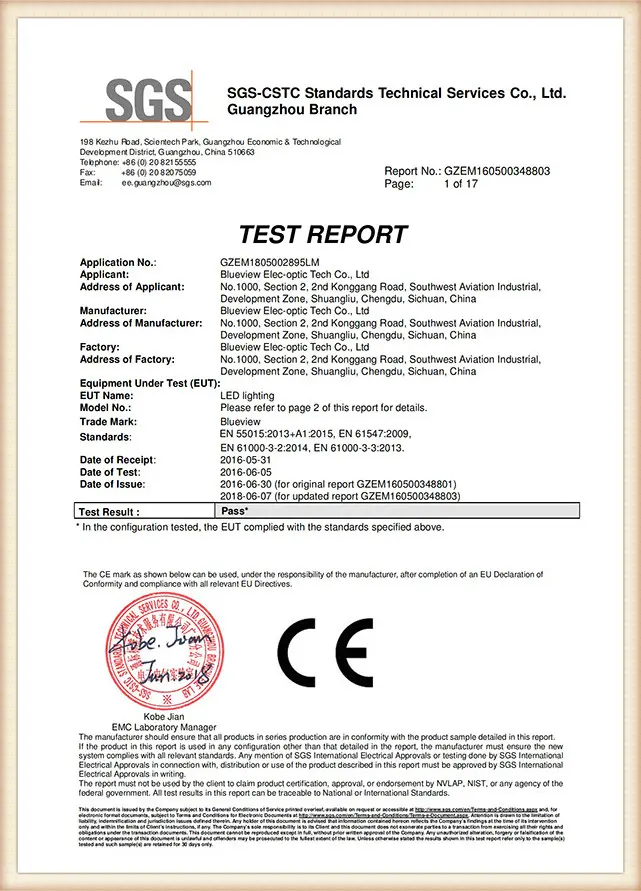
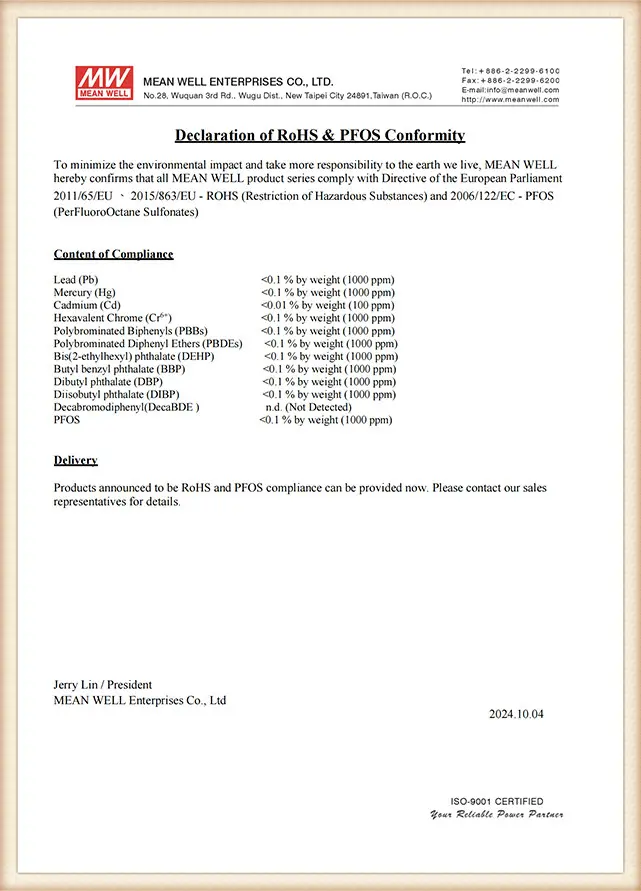
For multinational buyers, procurement is heavily dependent on regulatory compliance. Sourcing signage that fails to meet local safety standards can result in customs delays, project holdups, building inspection failures, or serious legal liabilities. We eliminate these risks by engineering our products to meet global standards. We use components certified to UL (Underwriters Laboratories) for North America, CE (Conformité Européenne) for the European Economic Area, and SAA & RCM for Australia and New Zealand. Our manufacturing also complies with RoHS environmental standards, ensuring we do not use hazardous chemicals in our components. By using certified power supplies (such as Mean Well drivers) and verified flame-retardant backing materials, we guarantee our signs install smoothly and operate safely in any commercial project worldwide.

A frequent failure point in poor-quality LED signage is uneven light distribution (hot spots), rapid lumen depreciation, and color shifts. These issues are typically caused by cheap LED components and low-grade acrylic diffusers. To prevent these failures, we apply rigorous engineering principles to our optical designs:
We construct our frontlit and backlit signs using high-molecular-weight PMMA (Polymethyl Methacrylate) cast acrylic sheets. These sheets feature integrated light-diffusing particles that distribute light evenly across the sign face. They resist yellowing and degradation from UV exposure, preserving optical clarity even in harsh outdoor environments.
LED lifespan is directly linked to heat dissipation. Our signs use custom aluminum backplates and thermally conductive substrates to transfer heat away from the LED chips. This prevents thermal degradation, ensuring our light sources maintain 80% of their original brightness (L80) after 50,000 hours of continuous operation.
A successful sign rollout depends on how easily it can be installed and maintained in the field. Our design team creates structures that simplify installation for local contractors. Every sign ships with full-scale 1:1 mounting templates, custom stud layout guides, and simple, color-coded electrical quick-connect cables. To handle diverse weather conditions, we design mounting frames to match local wind load requirements, using heavy-duty structural alloys for wind-prone regions. Whether you are installing a high-altitude storefront sign or a delicate, internal logo wall in a corporate lobby, our systems are built to assemble easily, wire up safely, and allow straightforward component maintenance for years to come.
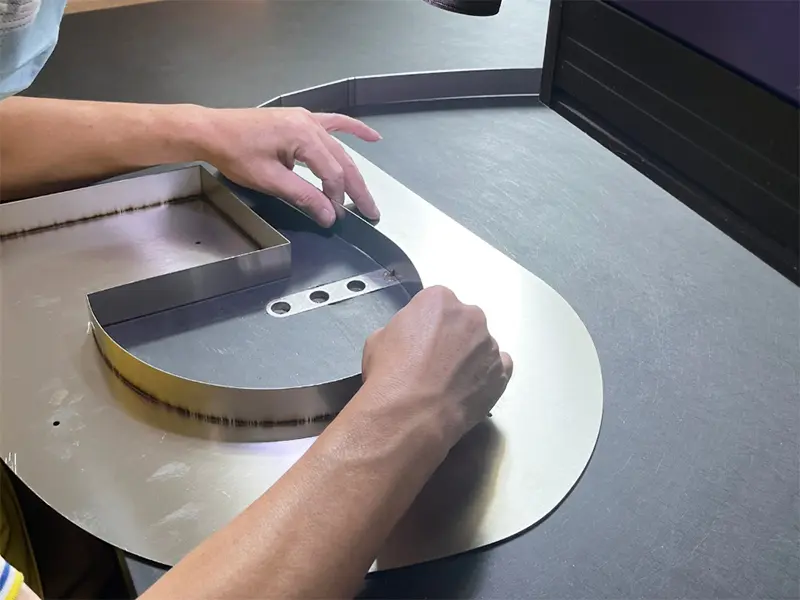
Take a virtual tour of our 3,000+ square meter factory, featuring computerized CNC routers, laser welding stations, clean-room assembly bays, and strict quality control zones.







The commercial signage landscape is transitioning from static fixtures to intelligent, eco-friendly visual displays. Industry trends show a growing demand for visual systems that combine long-term durability with energy efficiency and smart controls. By integrating digital controls, low-wattage light sources, and recyclable materials, modern business branding is becoming more sustainable and cost-effective.
Corporate environmental responsibility is a major focus for enterprise procurement. Our manufacturing processes support these green initiatives by using recyclable raw materials, including lead-free solders, zero-VOC powder coatings, and easily recyclable aluminum and PMMA sheets. Additionally, our high-efficacy LEDs produce up to 130 lumens per watt. This efficiency reduces operating power consumption by up to 40% compared to traditional light sources, helping companies lower their carbon footprint and control utility costs.
Modern visual branding increasingly links with building automation systems. We support this trend by offering control options including DALI, DMX, and standard 0-10V dimming. These integrations allow signs to adjust brightness automatically based on ambient light levels, or synchronize complex illumination patterns with architectural lighting programs. This capability makes our signs ideal for flagship retail stores, high-traffic commercial spaces, and dynamic corporate headquarters.
Common questions answered by our engineering and design teams regarding specifications, compliance, lead times, and global shipping.
Discover our range of custom-engineered sign designs, built to perform in challenging architectural and retail environments.