Explore our leading custom-fabricated indoor signs engineered for ultimate brand clarity and visual efficiency.
We are a professional, engineering-first manufacturer of architectural-grade signage, operating a highly advanced factory facility covering an area of more than 3,000 square meters. With more than 25 years of specialized production experience in the commercial advertising sign industry, we serve as a trusted partner for global architects, retail brands, healthcare networks, corporate developers, and procurement officers.
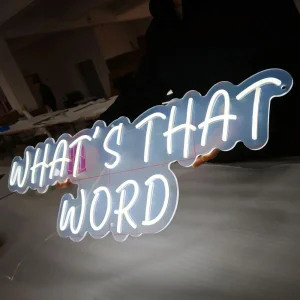
We specialize in customizing a wide variety of high-durability illuminated business signs, precision-molded light boxes, and custom acrylic faux neon installations. Through advanced material engineering, CNC-milled structural components, and high-performance LED circuits, we can bring any complex, unique brand graphic from structural architectural drawings into physical light.

Tailored visual identity frameworks designed to optimize audience engagement, facility wayfinding, and interior space aesthetics.
High-end corporate lobbies demand polished, professional frontlit or backlit metallic signs that reflect corporate solidity. Our non-illuminated stainless steel letters and backlit acrylic arrays are optimized for direct integration with building automation systems and low-voltage lighting grids.
For shopping centers and luxury flagship stores, lighting color accuracy (CRI >90) and edge-lit acrylic finishing are crucial. Our dynamic faux neon and slim-profile double-sided light boxes are built with calibrated LEDs to match brand pantone specifications perfectly without shifting over time.
Legibility, sanitation compliance, and clear wayfinding pathing define institutional signage. We provide non-porous, chemically-resistant acrylics and non-illuminated metal letter assemblies that meet rigorous indoor air quality standards and are extremely easy to clean and sanitize.
The global indoor signage landscape is undergoing an unprecedented shift toward energy-efficient, smart systems. High-voltage glass neon is largely obsolete, replaced by safety-compliant, low-voltage (12V or 24V) PMMA Acrylic Faux Neon and high-lumen, solid-state LED arrays. This evolution is driven by global commercial real estate focus on ESG (Environmental, Social, and Governance) targets and strict fire safety regulations.
Furthermore, custom indoor signage has evolved from mere identification to an active component of architectural illumination. High-density, high-CRI (Color Rendering Index) LEDs are paired with diffusers to prevent "hot spots," ensuring flawless visual rendering on digital cameras—an essential design requirement for modern, shareable commercial interiors.
As a leading supplier, we balance automated robotic processing with artisan assembly to deliver cost-effective, high-performing visual assets that meet the expectations of modern brand managers worldwide.
Our commitment to rigorous electrical safety and material quality is backed by certified verification from leading international laboratories, including UL, CE, RCM, SAA, and RoHS.

Where structural sign engineering meets smart systems integration. Our vision for the next generation of physical brand touchpoints.
We are integrating DALI, 0-10V, and Zigbee controllers directly into sign driver chassis, allowing commercial complexes to dynamically adjust sign intensity according to natural daylight cycles and save up to 40% on operating electricity costs.
By shifting to modified high-impact PMMA polymers, our signs boast superior UV stability, zero yellowing under continuous interior illumination, and enhanced light transmission values exceeding 92% for crystal-clear light dissemination.
Embodying future sustainability goals, we are actively transitioning toward bio-resin-based polymers and 100% recycled structural steel frameworks, providing corporate clients with detailed carbon footprint declarations for LEED credits.
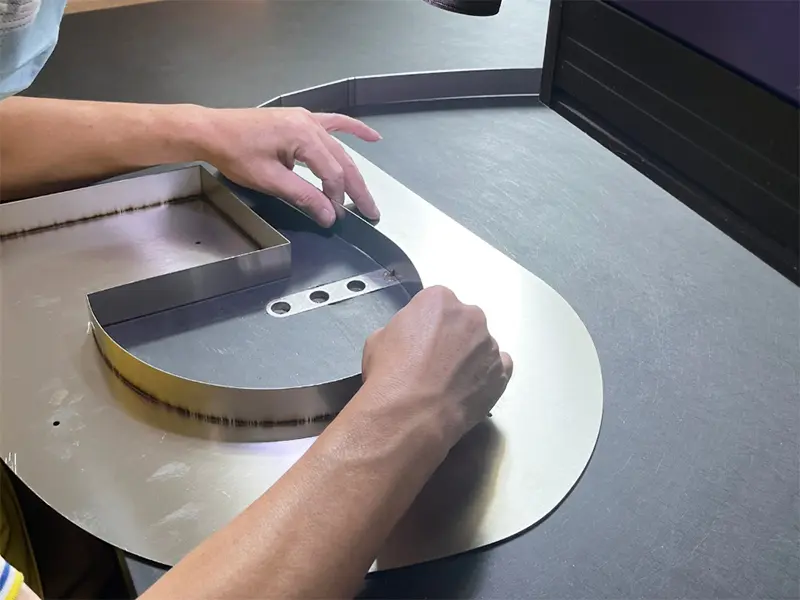
Step inside our 3,000+ square meter manufacturing facility, where custom signage designs are systematically transformed from digital mockups to physical installations.







Why corporate enterprise clients, franchise chains, and design studios partner with us for complex architectural branding.
By eliminating middle-tier agents, we guarantee transparent material sourcing, strict control over build quality, and competitive manufacturing prices. Our dedicated QC division evaluates every item at multiple points of production.
Beyond our standard post-purchase warranty, we support engineering and architectural consultations, photometric analysis, structural wind-load checking, and long-term diagnostic support for continuous peace of mind.
Our in-house graphics team integrates directly with your structural CAD and core brand guidelines to deliver ready-to-install units, mounting hardware, electrical wiring layouts, and detailed installation schematics.
From custom matching of brand-specific Pantone colors on thick acrylic coatings to structural changes in steel and neon tubes, we build custom solutions that fit unique retail and commercial spaces perfectly.
Direct answers from our structural sign engineering division on standard design protocols, compliance, and material science.
Traditional glass neon requires transformer voltages starting at 5,000V up to 15,000V, introducing significant fire hazards and electromagnetic interference (EMI) inside commercial walls. Our acrylic faux neon signs operate on stabilized 12V or 24V DC lines, drastically reducing heat emissions and lowering power draw by over 70%. Furthermore, PMMA acrylic is shatterproof and contains no mercury or toxic gases, making it safe for busy commercial settings like restaurants and clinics.
We maintain strict color consistency using digital color spectrometers to match Pantone, RAL, or CMYK codes. We customize the hue of acrylic sheets by adjusting color pigments during casting, or apply highly stable, translucent commercial films (such as 3M 3630 series) on the sign faces. For illuminated installations, we match the LED color temperature (ranging from 2200K warm white to 6500K cool white) to prevent color shifts when the sign is powered on.
For North America, building inspectors typically require illuminated signs to be certified to UL 48 standards by an OSHA-recognized Nationally Recognized Testing Laboratory (NRTL). Our production floor is certified for UL compliance, and our electrical assemblies feature full UL labeling. For Europe, we supply signs carrying CE and RoHS markings, ensuring that they conform to European health, safety, and environmental standards.
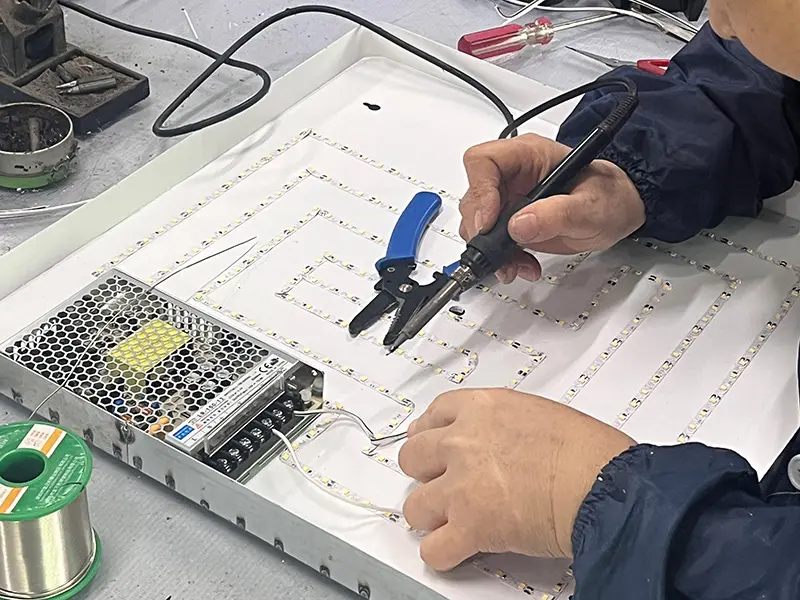
We utilize high-tier Epistar or Sanan LED chips with an L70 rating exceeding 50,000 hours. This means the LED modules will maintain at least 70% of their initial brightness after 50,000 hours of continuous service. To achieve this longevity, we route our LED circuits on high-thermal-conductivity metal core PCBs (MCPCBs) and pair them with UL Class 2 power drivers (like Mean Well) to prevent current spikes and thermal degradation.
Our signage materials are designed to perform reliably across a wide temperature range, from -20°C up to +60°C. For cooler entryways or refrigerated display zones, we use specialized low-temperature LED drivers and seal our connections with moisture-resistant silicone potting compound. This protects the internal circuits from condensation and prevents early component failure.
Yes. We specialize in ultra-slim double-sided advertising light boxes with profiles as thin as 40mm. By using premium acrylic light-guide plates (LGP) with custom laser-dot matrices, we bounce light evenly from the edges across the entire display face. This design delivers bright, uniform lighting while keeping the sign profile extremely thin and space-efficient.
Premium metal finishes, custom lighting methods, and durable materials designed for modern corporate settings.