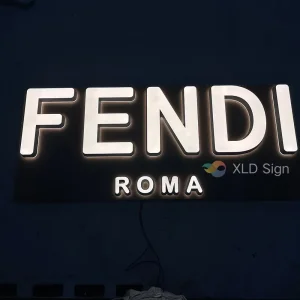
Explore our elite range of custom illuminated business signs, light boxes, and custom letter signs manufactured under strict ISO and quality assurance pipelines.
We are a professional, industry-leading factory covering an area of more than 3,000 square meters, backed by more than 25 years of production experience in the advertising sign industry. By integrating advanced optical layouts, strict material selection, and structural engineering expertise, we specialize in customizing high-precision illuminated business signs, architectural cabinet signs, and customizable acrylic faux neon signs for global enterprise environments.
Our comprehensive production facility and vertical supply chain integration enable us to bring any complex structural design from custom mockup stages into dynamic physical reality. From small boutique custom branding to massive nationwide franchise rollouts, our focus is on structural integrity, luminous efficiency, and long-term operating life.

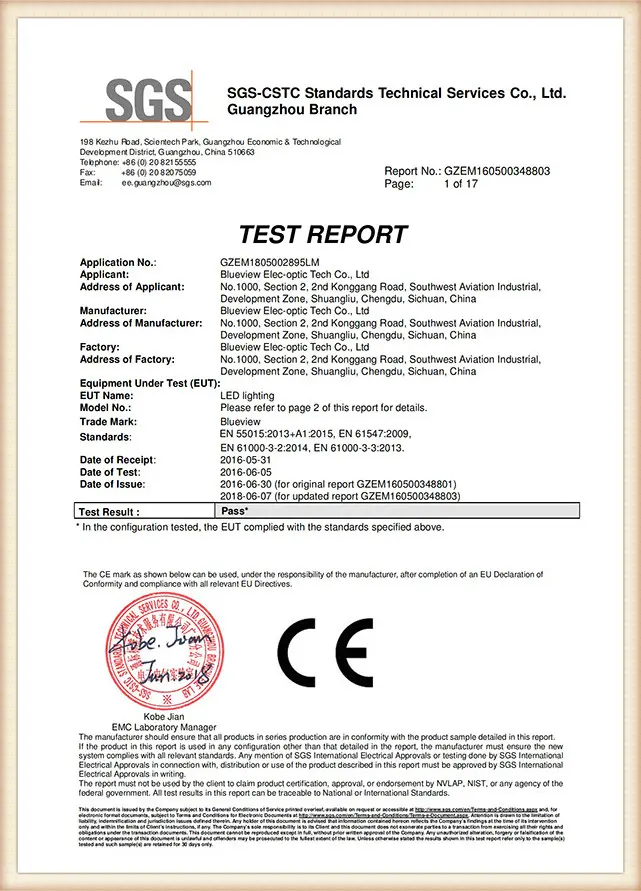
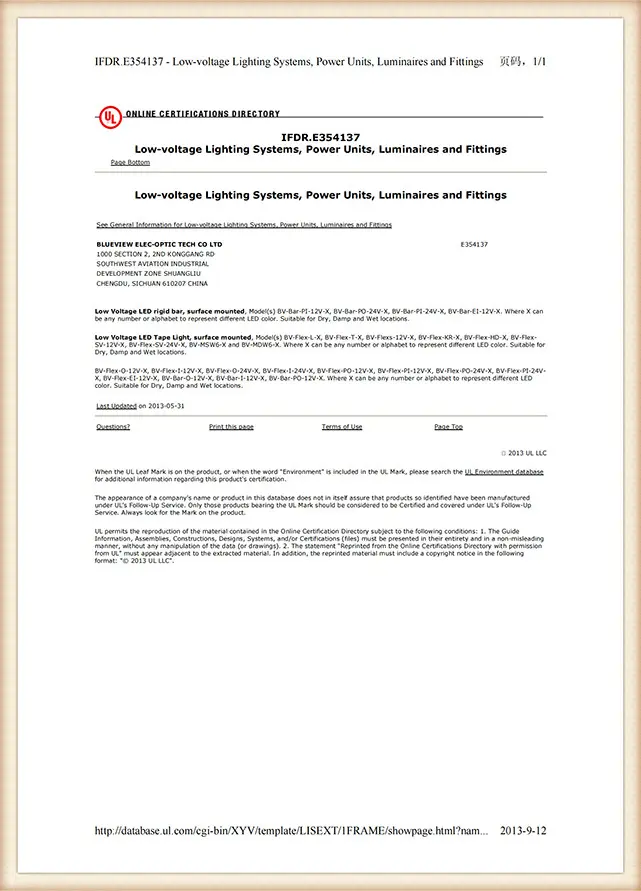
In global B2B procurement, signage compliance is paramount. Installing uncertified electrical signage on a commercial building exposes property owners and contractors to severe legal, financial, and safety liabilities. Our factory prioritizes compliance by maintaining complete manufacturing audits and active certifications across major international markets.
Our signage systems are engineered to conform to strict local safety codes. For instance, in the United States and Canada, electrical signage must comply with UL 48 standards for electric signs. In the EU, compliance with CE guidelines and RoHS directives ensures the signage has no toxic components and meets rigorous safety metrics. For Oceania, our systems are certified under SAA and RCM standards.

| Certification | Applicable Region | Compliance Standards Met | Critical Sourcing Importance |
|---|---|---|---|
| UL Listed | North America (USA & Canada) | UL 48 (Electric Signs), UL 8750 (LED Equipment) | Mandatory for passing local fire marshal inspections and securing insurance coverage. |
| CE Marking | European Economic Area (EEA) | EN 55015 (EMC), EN 60598 (Luminaires) | Verifies compliance with European health, safety, and environmental protection standards. |
| SAA & RCM | Australia & New Zealand | AS/NZS 60598.2.1, AS/NZS CISPR 15 | Ensures high-voltage transformers and LED modules meet Australian grid electrical standards. |
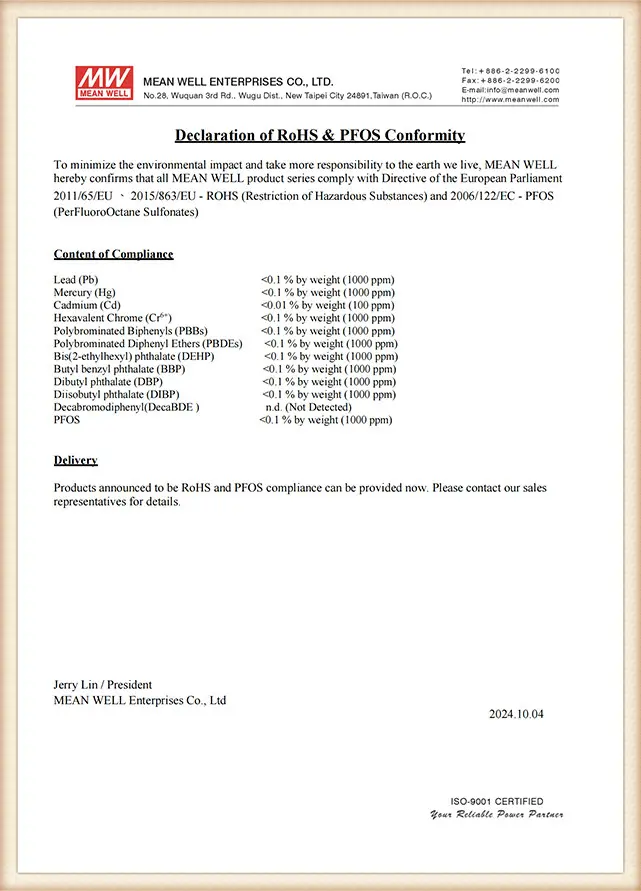
| RoHS | Global / European Directive | 2011/65/EU Restriction of Hazardous Substances | Guarantees sign elements (solder, wiring, polymers) are lead-free and eco-friendly. |
Procuring illuminated cabinet signs from an experienced China-based manufacturer offers substantial advantages in raw material sourcing, engineering efficiency, and production capacity. By leveraging localized clusters in the Pearl River Delta or Yangtze River Delta signage manufacturing hubs, we integrate top-tier components at competitive pricing.
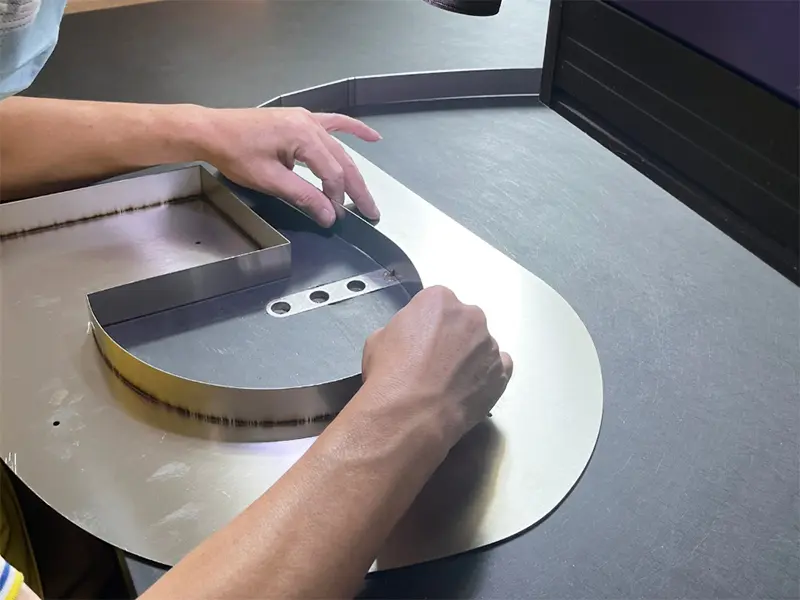
Our facility houses advanced manufacturing equipment to maintain strict control over tolerances, brightness uniformity, and physical durability. We employ state-of-the-art fiber laser cutting machines, CNC routing equipment, specialized acrylic vacuum forming presses, and a dust-free baking paint line. This eliminates the reliance on subcontractors, guaranteeing that every piece conforms to high quality standards.




By bypassing brokers and buying direct, clients save 30% to 50% in procurement costs while gaining direct access to our fabrication engineers for design modifications.
We work from your high-resolution CAD files, vector designs, or physical sketches, offering rapid modeling and prototype generation within 48 to 72 hours.
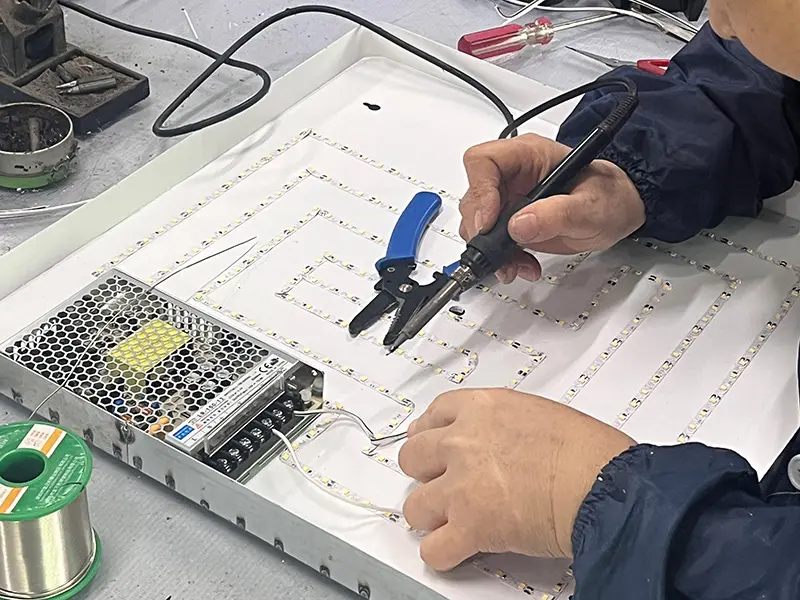
Our partners include top-tier suppliers like Mean Well for industrial-grade power supplies and Epistar or Samsung for long-life LED modules.
Every illuminated cabinet sign undergoes a mandatory 48-hour continuous burn-in aging test and strict waterproofing inspections before export packaging.
For international buyers—including franchise developers, hotel chains, architectural design studios, and multinational retail brands—sourcing signage involves multiple stages of evaluation. We address critical parameters like logistics handling, structural design support, and supply chain continuity.
International transport exposes large cabinet signs to physical stress and moisture. We resolve this by packing signs in custom-engineered, multi-layered packaging: protective PE film wraps, form-fitted EPE foam padding, reinforced corner guards, and heavy-duty, export-grade fumigated wooden crates. This ensures your signs arrive intact and ready for installation.
Large exterior cabinet signs are subject to wind forces. Our engineering team designs structures using robust aluminum extrusions, steel structural cores, and high-impact polycarbonate or PMMA faces. We provide wind-load calculations suitable for high-velocity hurricane zones (HVHZ) or severe cold weather environments, ensuring safe outdoor performance.
We provide comprehensive design and engineering assistance from start to finish. Our team supports clients through every step of the process:
The illuminated signage industry is evolving as businesses demand greener, smarter, and more dynamic visual communication tools. Staying ahead of these technological and design trends ensures long-lasting visual assets for modern enterprises.
Modern commercial signages use wide-angle optical lenses on LED modules. These distribute light evenly across the sign face at a wider angle, allowing for shallower cabinet designs (down to 50mm) while maintaining visual uniformity and reducing energy draw by up to 40% compared to traditional fluorescent tubes.
Eco-conscious procurement is driving demand for recyclable sign components. Aluminum casings, lead-free solder, and non-toxic acrylics are replacing older PVC-based materials. Combined with RoHS certifications, modern signs help corporations meet environmental standards and carbon reduction targets.
Integrating smart controllers allows cabinet signs to adjust their illumination level based on surrounding ambient light conditions. This prevents over-exposure or glare at night, maintains optimal legibility, and reduces energy consumption during off-peak hours.
Illuminated cabinet signs and custom metal lit signage systems serve diverse commercial and structural requirements. Below are typical applications where our products are used globally:
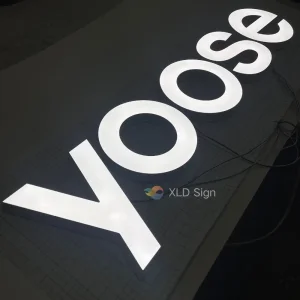
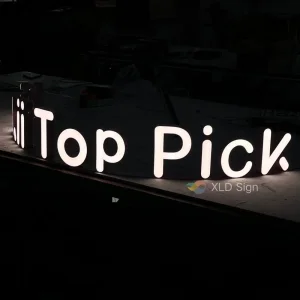
For high-traffic retail storefronts, visual consistency across locations is key. Front-lit and back-lit 3D signs offer bright, uniform illumination that matches brand guidelines, helping retailers attract customers day or night.
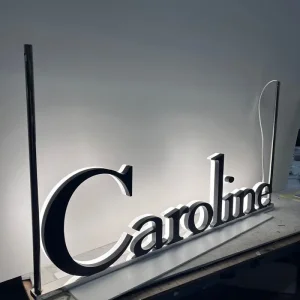
In corporate environments, wall-mounted metal logos and backlit signs provide a polished look. Precision-brushed stainless steel borders combined with warm or cool white LED backlighting deliver a refined brand presence in reception areas.
For large-scale facilities, double-sided projecting light boxes and heavy-duty cabinet signs help guide drivers and visitors. These signs are built with IP67-rated waterproof modules and structural steel framing to withstand outdoor weathering.
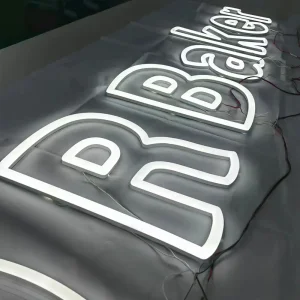
Venues looking to create a specific mood often use acrylic faux neon signs or custom-colored backlit letters. These options deliver the retro look of neon glass tubes but with the safety, energy efficiency, and durability of solid-state LEDs.
Here are detailed answers to common technical and logistical questions from procurement managers and engineers regarding high-quality illuminated cabinet signs.
Browse our extended portfolio of commercial signage options, suitable for indoor branding displays and heavy-duty outdoor installations.