In the highly competitive global luxury beauty and cosmetics sector, visual merchandising acts as the primary driver of brand differentiation and consumer engagement. As multinational cosmetics conglomerates seek to consolidate their retail footprints, the demand for sophisticated, reliable, and energy-efficient cosmetics light box displays has experienced a major shift towards customized high-end technical architectures.
Procurement teams at enterprise scale prioritize manufacturers that offer a blend of engineering capacity, strict quality control (QC), and adherence to local safety and electrical standards. Sourcing requirements have progressed past basic aesthetic frameworks. Today, procurement officers assess suppliers based on advanced parameters: Color Rendering Index (CRI > 90) values, uniform luminous distribution without hot spotting, durability across varying environmental parameters, and supply chain continuity. Additionally, suppliers must present end-to-end service portfolios that manage design, prototyping, testing, global distribution, and post-installation technical support.
Cosmetic products demand exact color representations. A deviation of even 100K in color temperature can alter a foundation's perceived shade, highlighting the need for highly precise LED selection.
Enterprise deployments must navigate diverse national electrical regulations. Certified frameworks prevent costly delays at customs and local compliance checks.
With corporate carbon targets in place, transitioning to energy-efficient LED modules and easily recyclable acrylic components is a key requirement.
Modern retail environments demand targeted signage strategies across different store layouts. Our engineering and design teams specialize in developing customized visual setups for various commercial applications:
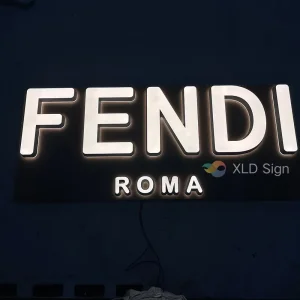
High-end cosmetics stores require seamless, ultra-slim LED light boxes featuring magnetic fabric graphic tension systems. These offer quick graphic updates and maintain a clean profile that blends into boutique interiors.
Airport and transport hubs operate under continuous 24/7 runtimes. Light boxes in these locations feature robust thermal dissipation designs, integrated backup drivers, and low-decay LED strips to ensure uptime.
These dynamic spaces require standardized modular layouts that match brand guidelines while complying with retailer power constraints. Quick-assembly mounting systems are essential for rapid night-shift installations.
The development of retail displays is closely tied to advancements in optics, materials science, and smart IoT control systems. Our research and development divisions focus on improving four core technological aspects:
Utilizing high-precision laser-dotted acrylic light guide plates (LGPs) ensures flat, uniform light distribution across the face, eliminating dark zones and shadowing.
Equipping units with built-in sensors and dimmable DALI/PWM drivers allows displays to adapt to ambient store lighting, optimizing power draw based on time of day.
Designing frames using anodized aluminum alloys combined with post-consumer recycled PMMA sheets supports corporate sustainability targets and circular economy goals.
We are a professional, engineering-first manufacturing facility covering an area of more than 3,000 square meters, boasting more than 25 years of production experience in the specialized advertising sign and luxury display industry. We specialize in customizing a variety of illuminated business signs, high-performance light boxes, and Acrylic Faux Neon Signs.
With comprehensive in-house manufacturing capabilities, we turn complex designs into clean, reliable signage. Our production ecosystem is optimized to cater to demanding schedules and precise design specifications, delivering reliable scale-up capabilities for international rollouts.
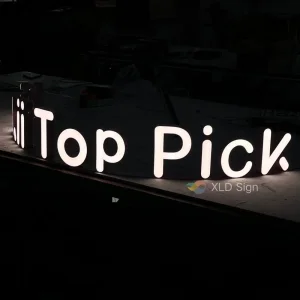
Our Core Focus: Customizable LED Backlit Letter Signs, Frontlit Letter Signs, dual front-and-back luminous signage, Non-illuminated Architectural Metal Letter Signs, Slimline Light Boxes, and customizable Faux Neon Solutions.

Our commitment to quality and safety is reflected in our numerous certificates, including UL, CE, RCM, SAA, and RoHS. These standards ensure our illuminated systems are safe, efficient, and ready for deployment in retail markets worldwide.

Equipped with high-precision manufacturing systems—including laser cutting, CNC milling, sheet metal bending, and dust-free assembly rooms—our facility is optimized for demanding commercial signage projects.
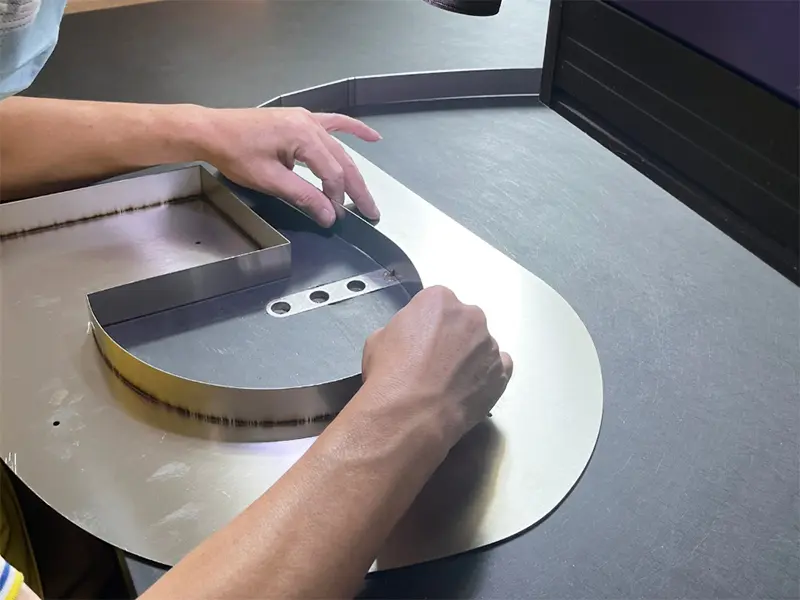
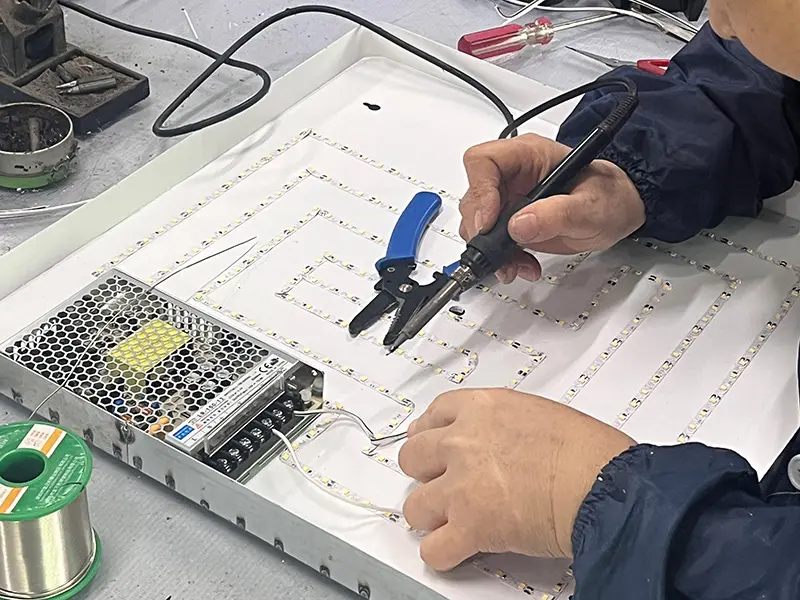







Advanced in-house production lines, high-precision machining, and dedicated QC teams eliminate external markups and ensure complete process control.
We provide comprehensive warranty programs and ongoing technical support to ensure your retail operations run smoothly and reliably.
From initial 3D rendering and structural prototyping to final fabrication and logistics management, we handle the entire project lifecycle.
Our engineering team works directly with your brand blueprints to customize materials, form factors, and lighting layouts to your exact specifications.
Deploying electrical displays internationally requires navigating a complex environment of regulatory frameworks and national standards. Operating without certifications can lead to significant custom clearance delays, high fines, or forced removals of non-compliant store fixtures. Our products are fully tested and certified to ensure smooth compliance worldwide.
Our systems conform to UL 48 and UL 8750 certifications, ensuring they meet the safety standards required for commercial properties and malls throughout the United States and Canada.
All materials are certified under CE standards and comply with the RoHS directive, ensuring they are free from lead, mercury, and other hazardous substances.
Our power supplies, drivers, and internal wiring layouts comply with Australia and New Zealand SAA requirements and display the Regulatory Compliance Mark (RCM).
Review standard technical and operational answers to common questions raised by procurement managers and design teams: