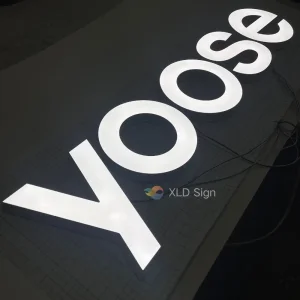
Explore our custom-engineered high-intensity illuminated letter signage and architectural-grade displays
A Premier Industrial-Scale Manufacturer & Customized OEM/ODM Signage Integration Center.
For more than 25 years, our professional facility spanning over 3,000 square meters has stood at the vanguard of the global visual identification industry. As a leading manufacturer in the engineering, design, and fabrication of advanced commercial lighting solutions, we cater directly to multi-site corporations, design agencies, engineering firms, and architectural project directors worldwide.
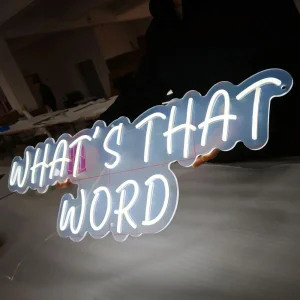
Our comprehensive fabrication environment utilizes fully integrated production processes to manufacture a versatile array of customized visual assets, specializing in outdoor-rated backlit letters, high-diffusion light boxes, and premium acrylic faux neon displays.

The anatomical structure and physical parameters of backlit commercial signage.
We source pure cast polymethyl methacrylate (PMMA) sheets formulated with high-molecular-weight polymers. Cast acrylic offers superior optical clarity and structural resilience compared to extruded alternatives.
To prevent illuminated "hotspots" (uneven light concentration from individual LEDs), our proprietary panels contain micro-spherical diffusion pigments. These pigments scatter light uniformly without degrading output intensity, achieving up to 92% light transmission efficiency.
In multi-site corporate environments, maintaining exact brand color consistency is critical. Our optoelectronics department utilizes custom-binned SMD LEDs with a MacAdam Ellipse tolerance of ≤3 steps.
This standard ensures that chromaticity coordinates remain indistinguishable between production batches, preventing visual temperature shifts across different sign units. Color temperatures are customizable from warm 2700K up to ultra-cool 10000K, or custom RGBW.
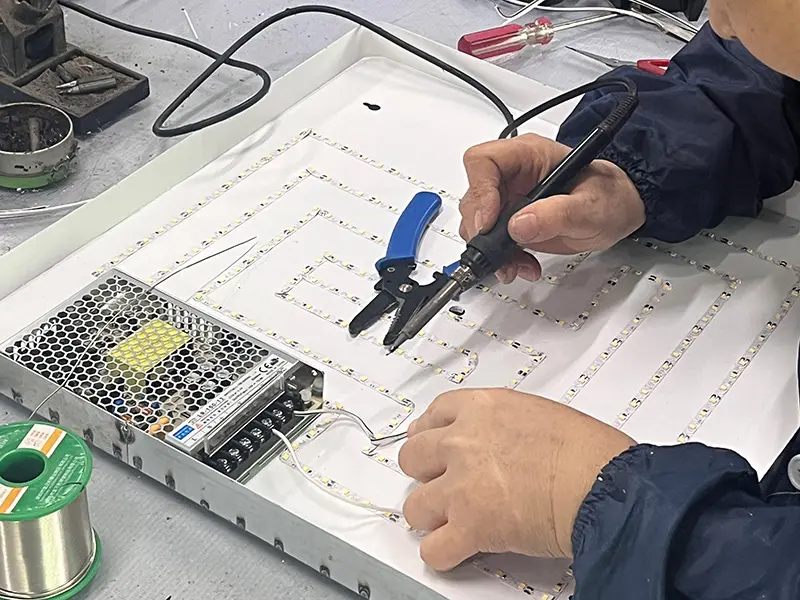
High heat is the primary cause of LED degradation. Our signs feature high-conductivity metal core printed circuit boards (MCPCBs) mated to structural aluminum heat sinks.
By limiting the junction temperature of the LED chips to below 65°C, we achieve an estimated L70 lifespan exceeding 50,000 hours. The acrylic housings are engineered to account for thermal expansion and contraction, preventing structural warping or water ingress over time.

Navigating global structural codes and electric safety certifications with zero friction.
For global corporate brands, sourcing signage internationally requires strict adherence to localized electrical, structural, and environmental regulations. Our engineering department handles these complexities directly, delivering compliant and certifiable assemblies for municipal permits.
Inside our modern production facilities equipped with industrial CAD/CAM machinery.
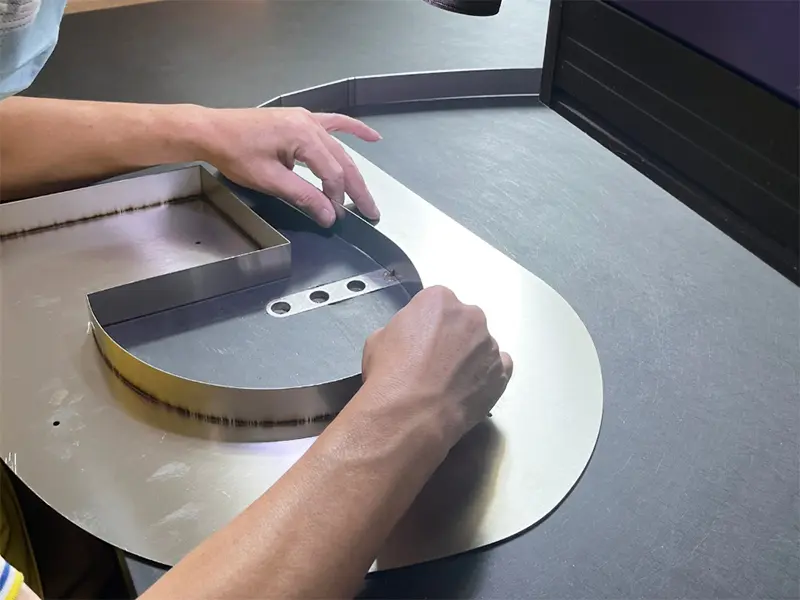







Our facility integrates computer-controlled routers, multi-axis fiber lasers, and precise automated benders. This setup allows us to cut PMMA acrylic, stainless steel, and aluminum plates to tolerances within 0.1 mm, ensuring that even complex corporate logo details are reproduced accurately.
How raw material access, industrial clustering, and vertical logistics lower total cost of ownership (TCO).
Our strategic location in China's advanced manufacturing corridor provides significant structural advantages for global B2B procurement operations. By capitalizing on regional industrial clusters, we manage cost variables and lead times across the entire product life cycle.
We purchase premium PMMA resins and high-grade LEDs in bulk, insulating our clients from raw material price volatility. The proximity to specialized processing plants—such as chemical anodizers, paint shops, and electrical components manufacturers—shortens our prototyping cycles to 24–48 hours.
Our logistics network offers streamlined shipping options (FCL, LCL, Air Cargo, DDP, and DDU) to major global ports. This helps keep international transit smooth, efficient, and cost-effective.
Meeting the demanding expectations of corporate purchasers, architects, and franchise chains.
Enterprise buyers require consistent product performance. Our quality assurance team uses strict incoming material inspections (IQC), in-process visual checks (IPQC), and final pre-shipment inspections (FQC). We match corporate color specifications using spectrometer instruments to confirm L*a*b* color coordinates.
A delay in receiving signage can hold up store openings or building handovers. We run a lean manufacturing schedule that integrates with our clients' project timelines. Our production software provides real-time progress updates from assembly to final packing.
Every shipment includes detailed structural layouts, wiring guides, and mounting templates to support local installers. We stand behind our work with a comprehensive 3-to-5-year warranty on all electrical parts, LED drivers, and PMMA acrylic housings.
Emerging standards in architectural environmental graphics and luminous components.
Modern signage increasingly integrates with building management systems via DMX512, Dali, or IoT controllers. Light outputs can automatically dim based on ambient conditions, reducing energy consumption and complying with night sky conservation codes.
With many enterprises prioritizing ESG (Environmental, Social, and Governance) targets, there is growing demand for recycled-content acrylics (R-PMMA). These materials maintain high optical clarity while significantly reducing the carbon footprint of production.
Thanks to higher-density LED arrays and advanced light guiding materials, modern backlit signage can achieve uniform illumination with profiles as thin as 20 mm. This style provides a clean, modern look suitable for interior retail displays and architectural branding.
Where precision engineering meets diverse architectural environments.
High-street luxury boutiques, shopping malls, and restaurant franchises require eye-catching storefront signage. Our customized backlit letters create a soft halo effect that elevates brand perception and helps drive customer foot traffic.
For indoor office environments, we utilize ultra-low-profile, high-CRI LEDs to ensure color accuracy under close inspection. Precision-machined, clean-edged letters project professional brand identity to visiting clients and employees.
Public transit stations, healthcare campuses, and airports require highly visible, round-the-clock signage. Our durable IP67-rated waterproof backlit signs provide reliable wayfinding support and assist with passenger flow management.
Direct answers to common engineering, compliance, and ordering questions.
Cast acrylic is manufactured by pouring liquid ingredients into glass molds, yielding high molecular weight, superior structural rigidity, and excellent optical clarity. It machines cleanly without melting during CNC routing. Extruded acrylic is thinner and prone to stress cracking, micro-crazing, and uneven light diffusion. We use high-grade cast acrylic to ensure long-term durability and uniform illumination.
We address hotspots through two primary methods: first, by using acrylic panels infused with micro-spherical light diffusing agents that scatter light evenly; and second, by adjusting the physical space (depth) between the LED light source and the front sign face. For very thin profiles, we use high-density LED arrays with wide-angle lenses to ensure uniform light output.
Yes. All our electrical components—including LED modules, wiring, and power supply units—are certified by major regulatory bodies (UL, CE, SAA, RCM, RoHS). We customize configurations to match regional standards, such as supplying Class 2 low-voltage systems for North American projects to simplify local inspections and permit approvals.
We use industrial spectrophotometers to match specified Pantone, RAL, or corporate color guidelines. Our optical testing labs measure chromaticity coordinates to ensure the illuminated output matches the brand's exact design requirements, helping to maintain visual consistency across all locations.
Our LED modules are engineered for an L70 lifetime of 50,000+ hours, which translates to over 11 years of operation at 12 hours per day. To ensure system reliability, we pair these modules with high-quality Mean Well or equivalent power supplies, and build in heat dissipation channels to protect components from thermal degradation.
Our outdoor-rated signage is built to IP65 or IP67 standards. We apply polyurethane sealants, use waterproof LED modules, incorporate internal drainage paths, and use stainless steel fastners to prevent corrosion and water ingress in wet weather conditions.
Yes, our engineering team works directly with common vector file formats like .DXF, .AI, .DWG, and .STEP. We review the files to optimize them for fabrication, ensuring all mounting points, wiring routes, and structural requirements are planned before production begins.
Choose from our wide selection of specialty corporate signs, faux neon displays, and architectural graphics