Explore our premium architectural illuminated solutions designed to meet strict wind-load, IP waterproof, and optical performance specifications.
In contemporary commercial development, exterior signage has evolved from mere identification to a crucial touchpoint of architectural expression and brand equity. Designing and manufacturing custom outdoor letters LED signs demands a sophisticated intersection of structural engineering, optics, material science, and regulatory compliance. As global companies establish more physical storefronts, corporate headquarters, and high-footfall retail environments, the demand for highly reliable, energy-efficient, and visually compelling outdoor illumination systems has expanded exponentially.
This whitepaper serves as an authoritative technical reference for developers, commercial architects, signage procurement managers, and civil engineers. We examine the materials science behind structural durability, the optoelectronic foundations of luminance control, and the supply chain advantages of integrating Factory 4.0 techniques. By focusing on information gain and engineering truth, we illuminate the pathways to selecting the optimal sign configuration to ensure long-term structural reliability and high visibility under the most challenging global weather environments.
Outdoor installations are constantly subjected to aggressive environmental factors including ultraviolet (UV) degradation, thermal cycles, moisture ingress, salt spray, and extreme mechanical wind loads. Overcoming these forces requires the selection of premium materials:
Engineering Insight: LED luminous decay increases exponentially if internal junction temperatures exceed 85°C. Efficient architectural design requires active thermal transfer pathways from the LED module array directly to the metallic outer sign chassis, allowing ambient convective cooling to protect the chips.
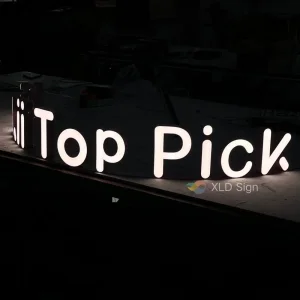
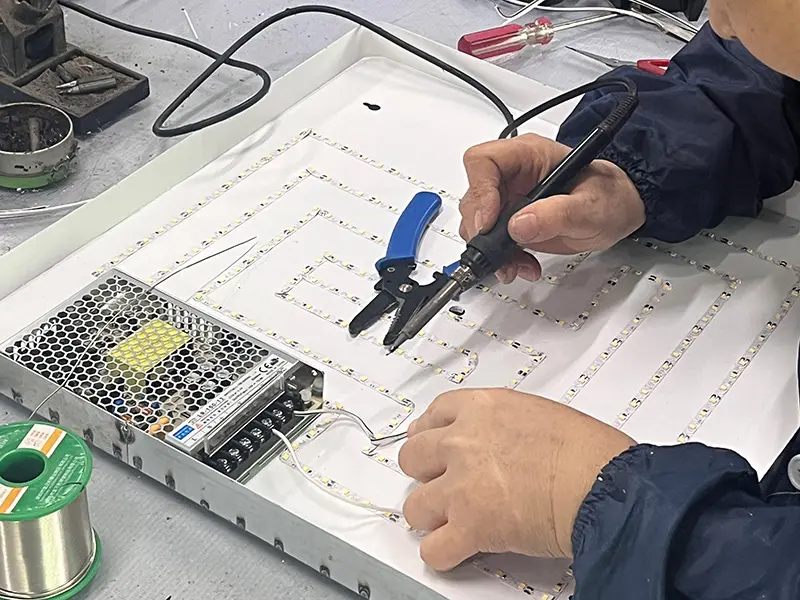
Achieving uniform light diffusion without dark spots or hot spots requires precise calculations of optical geometry and LED spacing. We utilize high-efficacy SMD (Surface Mounted Device) LED modules. By calculating the exact depth of the letter return (typically ranging from 50mm to 120mm) and matching it with the viewing angle of the LED lens (typically 120° to 170°), our engineers ensure uniform luminance across the entire acrylic surface.
Additionally, color temperature (K) consistency is maintained through tight LED binning processes. Whether a brand specifies a warm 3000K for hospitality comfort, a clean 6500K for corporate environments, or custom RGBW dynamic arrays controlled via DMX512 protocols, luminance uniformity remains perfectly constant across all letters, preventing color shifts and visual fragmentation.
We are a highly professional, engineering-first signage factory covering an area of more than 3,000 square meters, boasting more than 25 years of production experience in the high-end advertising sign industry. We specialize in customizing a wide variety of architectural-grade illuminated business signs, light boxes, and premium Acrylic Faux Neon signs.
Leveraging our advanced manufacturing capabilities and structural design department, we customize and manufacture unique signs tailored to specific brand guidelines and construction environments. Our capability spans from prototype engineering to rapid high-volume manufacturing for international rollouts.
Our Core Focus & Main Products:

Our commitment to physical safety, electrical compliance, and product reliability is reinforced by international testing standards. We manufacture products matching strict international code demands.
Installing high-voltage signs on commercial structures without certifications poses severe liability risks, including electrical fires, structural failures, and fines from municipal inspectors. Our products undergo rigorous testing protocols to confirm compliance with global safety requirements, ensuring swift project approval and reliable long-term operations.
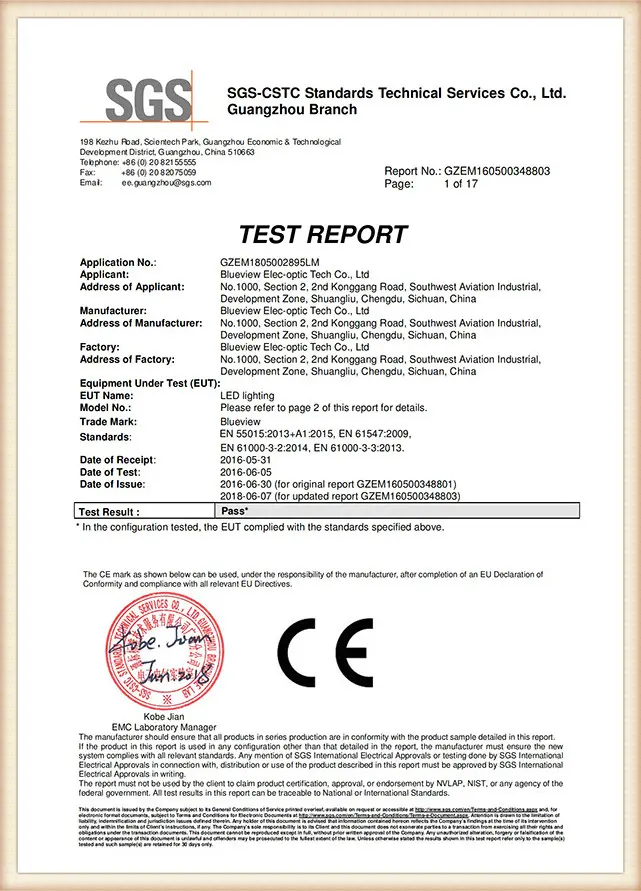
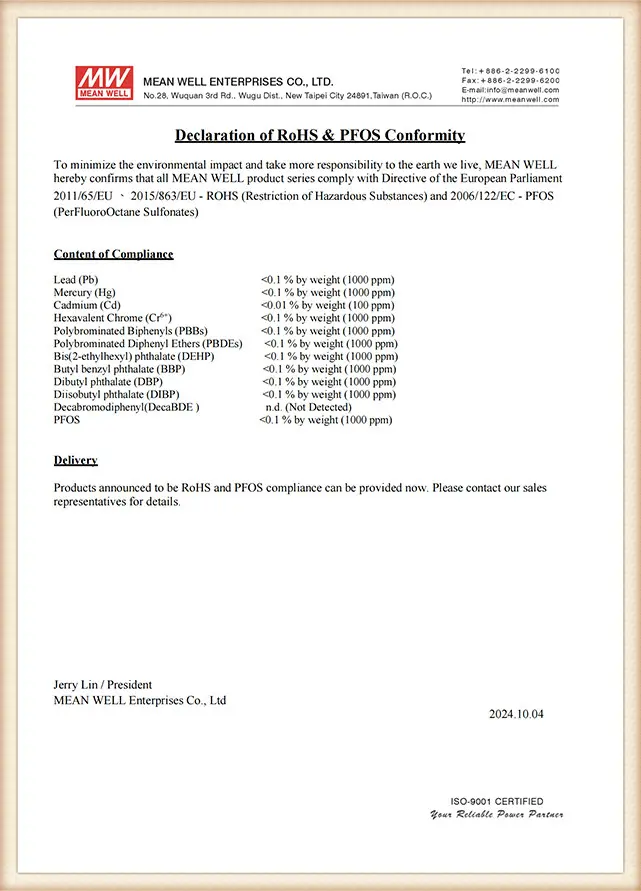

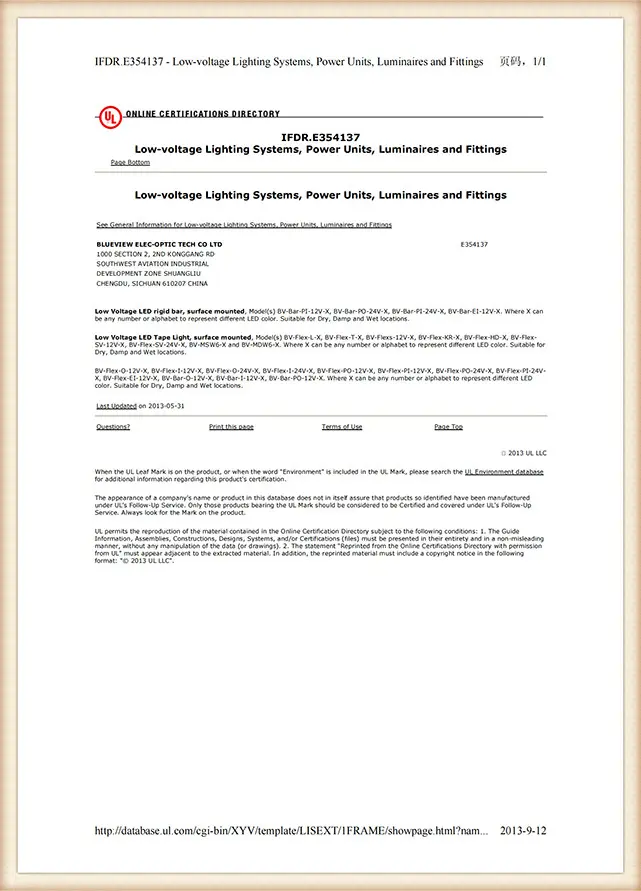
Our manufacturing processes comply with UL 48 (standard for electric signs) for North American markets, CE/EN 60598 standards for the European Economic Area, and RCM & SAA approvals for Australia and New Zealand. Additionally, our RoHS certification ensures that no hazardous materials (such as lead, mercury, or polybrominated biphenyls) are used during the assembly of our PCB boards and soldering lines, supporting green building certifications like LEED.
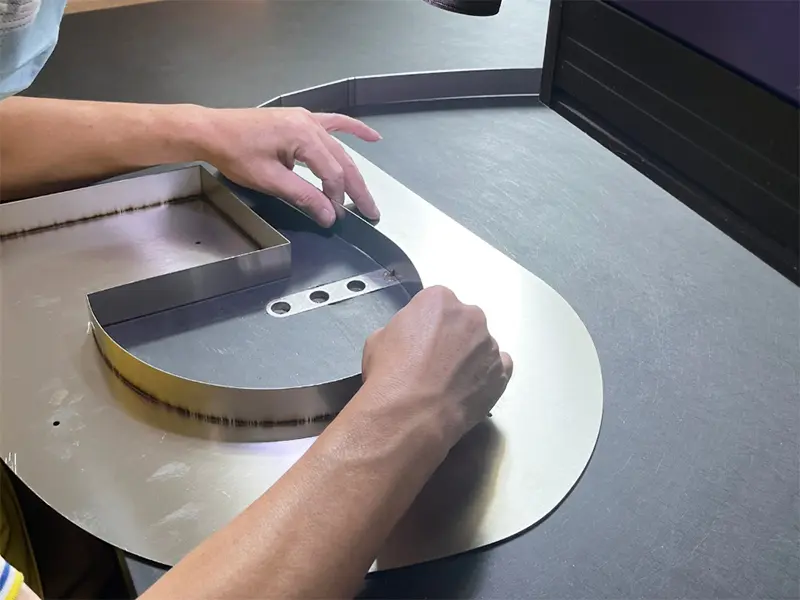
Our facility is equipped with automated machinery and skilled technicians, translating custom designs into structural signage assets.
Operating within China’s highly integrated manufacturing hubs allows us to maintain unmatched component availability, raw material pricing stability, and engineering agility. Our production floor operates on automated manufacturing principles, utilizing multi-axis CNC routers, high-precision fiber laser cutting systems, automatic channel benders, and positive-pressure clean rooms for painting.
This high degree of automation ensures that complex architectural fonts and intricate brand logos are reproduced with sub-millimeter accuracy. Every production batch undergoes automated optical inspections and 72-hour continuous burn-in testing to verify driver stability, luminous consistency, and thermal profile compliance before packaging.







Why international procurement managers trust our operations to deliver high-performance commercial signage systems.
We eliminate intermediate agent markups. Our in-house engineers manage pricing, QA, production schedules, and shipping operations directly.
We deliver comprehensive technical support, providing complete photorealistic installation mockups, structural schematics, and rapid responses.
From initial shop drawings to LED driver selection and custom mounting templates, we streamline the process under a single point of contact.
We provide full structural support, customizing alloy extrusions, internal circuitry, and specialized mountings to match your design specifications.
Custom outdoor letter signs play a major role across diverse commercial domains. A retail shopping center requires maximum brightness and high color rendering index (CRI > 85) to stand out under ambient city lighting. Conversely, high-end hospitality venues and medical spas demand halo-lit signs with diffused lighting profiles to project an aura of calm, luxury, and professional clinical care.
Furthermore, our engineering teams are actively addressing the challenges of coastal installations (where salt spray speeds up metal oxidation) and high-elevation projects (exposed to high wind loads and wider temperature swings). By performing FEA (Finite Element Analysis) on our mounting bracket designs, we ensure that large-scale letters remain structurally anchored under severe weather events.
Macro Domain Engineering Example: For coastal resorts, we combine SUS 316 stainless steel with a specialized fluorocarbon coating process. This material structure provides high protection against salt air corrosion, outlasting standard powder-coated aluminum finishes by up to 300%.
The signage industry is moving toward smart, responsive installations. Our research and development roadmap focuses on integrating IoT diagnostic modules inside the sign chassis. These modules monitor real-time operating metrics, including driver efficiency, operating temperature, and voltage variations, reporting data to facilities management before a component failure occurs.
Simultaneously, eco-efficiency is driving our development of highly efficient light-emitting diodes. By transitioning to high-lumen density LED chips (delivering up to 150 lm/W), we decrease overall energy consumption, allowing signs to integrate smoothly with localized solar arrays and low-voltage battery storage systems.
Expert answers to the most common structural, electrical, and compliance questions raised by commercial sign buyers.
Explore our premium architectural illuminated solutions designed to meet strict wind-load, IP waterproof, and optical performance specifications.