We are a professional factory covering an area of more than 3,000 square meters with more than 25 years of production experience in the advertising sign industry. We specialize in customizing a variety of illuminated business signs, light boxes and Acrylic Faux Neon Signs. With comprehensive manufacturing capabilities, we can customize any unique business advertising sign.
Our facility integrates state-of-the-art metal extrusion, robotic laser welding, premium LED light engine assemblies, and advanced UV-curable printing lines. Operating under strict ISO quality management protocols, we translate demanding architectural blueprints into structural realities that maintain photometric excellence and weatherfastness for international corporate networks.

How state-of-the-art material science, thermal design, and optical innovations shape the next generation of high-reliability dual-view illuminated signs.
Traditional outdoor signs suffer from "hotspots" and rapid yellowing. Our technical roadmap incorporates high-impact, UV-stabilized polymethyl methacrylate (PMMA) and Polycarbonate (PC) diffusion sheets. These plates are co-extruded with an anti-UV barrier, ensuring over 92% light transmission efficiency while preserving color rendering index (CRI > 85) across long exposure cycles.
Heat is the primary cause of LED lumen depreciation. By integrating 6063-T5 structural aluminum extrusions as integrated heat sinks, our double-sided light boxes limit internal junction temperatures. High-density aluminum cores draw thermal load away from high-efficiency LED modules, maintaining driver temperature below 60°C to guarantee a 50,000-hour system lifespan.
Looking ahead, we are driving the development of smart light boxes featuring photocells, smart astronomical clocks, and cellular controllers. This allows enterprise operators to dim illumination remotely, log energy consumption data, and monitor system health. Reducing local energy footprints aligns with corporate ESG directives and cuts regional maintenance costs.
Optimizing public and commercial spaces with specialized dual-sided visual systems optimized for high human density, heavy weather load, and maximum visual visibility.
High-density retail corridors demand maximum dimensional presence. Double-sided projecting light boxes double the effective visibility arc compared to flat facade signs. In public transit projects (airports, metros), we provide high-durability sign cabinets with custom internal structural frames built to endure constant vibration and meet rigorous Class A fire-rated performance regulations.
Our solutions for maritime commercial hubs integrate marine-grade 316 stainless steel or architectural PVDF-coated aluminum. These structural skins resist salt spray corrosion, constant relative humidity, and ultraviolet wear. Combined with IP67 sealed LED strips and power supplies, they operate reliably in harsh coastal climates with minimal degradation.
We design, test, and manufacture our outdoor double sided light box systems to strictly meet global electrical safety, energy efficiency, and environmental compliance frameworks.
“Our commitment to quality and safety is reflected in our numerous certificates, including UL, CE, RCM, SAA, and RoHS.”

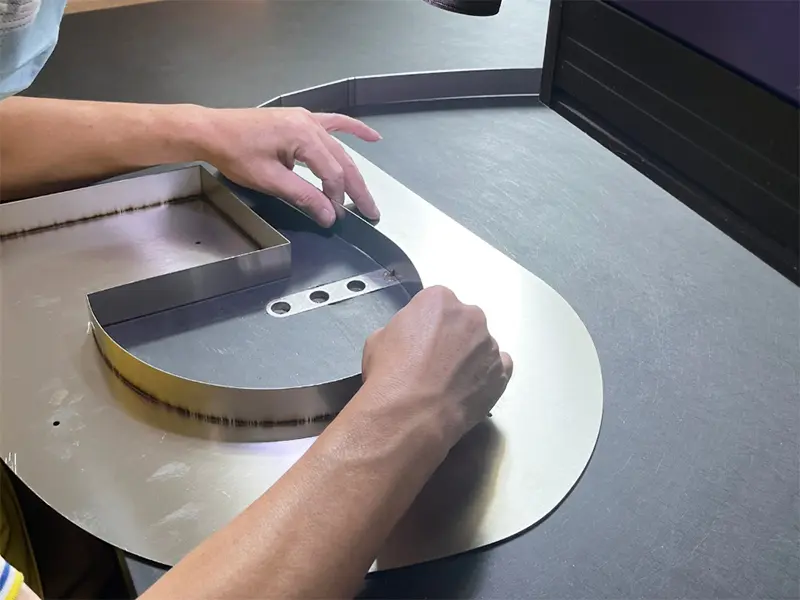
Equipped with the best manufacturing equipment and team members for every new sign project. You can count on us to bring your coolest sign from concept to reality.
High precision sheet-metal cutters produce structural cabinets to tight tolerances, ensuring perfect IP-grade gaskets fitment and water-tight sealing.
Every electronic component goes through a 72-hour continuous thermal and electrical loading cycle to eliminate early failures before global export.
Applying specialized liquid polyurethane gaskets ensures that our sign cabinets maintain dust-proof and waterproof ratings over decades of service.







We provide an efficient combination of manufacturing cost advantage and strict quality control standards for international projects.
We have advanced production equipment, professional production lines, and an excellent QC team to ensure direct oversight of quality and pricing.
We provide not only good after-sales service, but also the best service affirmation to the customer at any time, responding within 24 hours.
We have a professional design team to give you the best solution, covering structural calculations, LED engineering, and international delivery.
We support full ODM and OEM services, customization of profiles, colors, light shapes, and integration to match your brand's strict guidelines.
For international procurement directors, corporate visual identity (CVI) consistency is non-negotiable. Standardizing brand assets across retail locations requires signage partners who can guarantee color accuracy (Pantone/RAL color matching) and consistent light intensity. Our factory uses advanced spectroradiometers to match the exact chromaticity coordinates of your corporate color palette across batch productions.
Additionally, total cost of ownership (TCO) calculation is critical. We address this by utilizing high-lumen, low-consumption LEDs (averaging 120-140 lumens per watt). This drops operational energy bills by up to 40% compared to typical generic light sources, reducing field maintenance overheads significantly.
Logistical protection: High-value acrylic sheets and precision-painted aluminum frames are highly vulnerable to transport damages. We employ heavy-duty custom honeycomb cardboard packaging and IPPC-certified plywood crates. Every unit is suspended and packed with protective poly-foam layers to survive long transit times, reducing installation delays.
Our dedicated engineering team also provides CAD drawings, structural wind load analysis for high-wind speed zones (up to 120km/h), and detailed mounting templates, ensuring seamless handoffs to your regional installation team.
Clear answers to common questions about engineering, customization, compliance, and international shipping of our outdoor double-sided light boxes.
We use premium Sanan or Osram LED chips with a nominal operating lifetime of L70 > 50,000 hours. L70 means that even after 50,000 hours of continuous use, the LEDs will still maintain at least 70% of their initial brightness. Under normal operating conditions (10-12 hours per day), these light sources last for over 10-12 years without requiring replacement.
Our structures are engineered with structural internal aluminum profiles (6063-T5) or reinforced steel cores. During the ODM/OEM design stage, our engineers can perform finite element wind-load calculations to ensure the brackets and structure can withstand local wind forces up to 120 km/h (equivalent to major typhoons and winter storms) depending on local building codes.
Yes, all our power units and internal wiring conform to localized standards. We provide UL listed power units for USA & Canada, CE/TUV certified drivers for European markets, and RCM/SAA certified components for Australia/New Zealand. All electronic assemblies are designed with short-circuit, over-current, and over-temperature protection.
We apply a dual protection approach. First, we install high-performance, seamless silicone gaskets along all frame seals to prevent rainwater entry (achieving IP65-IP67 protection ratings). Second, we design tiny, strategically located condensation weep holes at the base of the frame, permitting thermal pressure stabilization and venting moisture build-up caused by diurnal temperature drops.
We use premium UV-stabilized cast acrylic or polycarbonate sheets printed with industrial-grade UV curable inks. Unlike standard vinyl wraps, our UV inks are cured instantly via high-intensity LED light, creating a cross-linked polymer layer that prevents oxidation and UV fading. Graphic panels retain their high color saturation and clarity for 3 to 5 years of intense outdoor sun exposure.