Explore our industry-grade structural light boxes, letter signs, and customizable storefront logos.
In the hyper-competitive landscape of global commerce, physical storefronts and corporate headquarters serve as the critical offline touchpoints of brand identity. The transition from legacy fluorescent, neon, and mercury-based lighting systems to advanced solid-state Bright LED Commercial Signage marks a major industrial milestone. As municipalities worldwide enact stricter environmental guidelines and visual clutter ordinances, modern enterprises must adopt high-performance, energy-compliant, and architectural-grade signage systems.
"According to recent commercial real estate surveys, high-visibility, well-designed outdoor LED signs contribute to a direct 32% to 40% increase in brand awareness and foot-traffic retention, functioning as continuous, cost-effective marketing channels that operate 24/7."
From an asset-management perspective, global procurement managers are shifting away from short-term, low-cost options to prioritize durable products with long-term cost benefits. Modern LED signage technology focuses on minimizing light pollution, optimizing thermal dissipation, and securing structural resilience against climate hazards. High-efficacy LEDs consume up to 80% less energy than standard fluorescent tubes, directly supporting corporate ESG (Environmental, Social, and Governance) targets.
Modern retail and corporate architecture demands a seamless connection between physical sites and digital platforms. High-quality custom LED signage acts as an offline navigational anchor that reinforces online brand presence. When users search for physical store locations, the visual impact of premium storefront signage helps bridge the gap between digital discovery and real-world visits.
With over 25 years of specialized manufacturing experience in the advertising sign industry, our factory has pioneered technological integration in commercial visual communication. Operating from a state-of-the-art facility covering more than 3,000 square meters, we maintain a complete end-to-end production workflow.
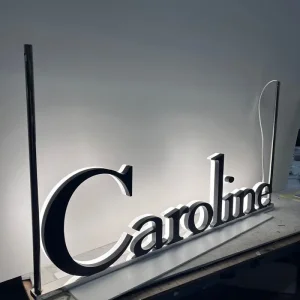
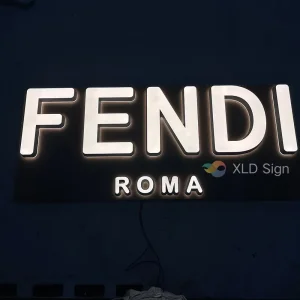
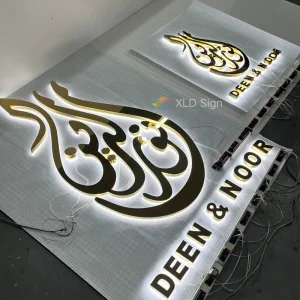
Our core catalog ranges from complex LED Backlit and Frontlit Letter Signs to dual-luminous configurations, non-illuminated precision-milled metal letters, heavy-duty light boxes, and modern acrylic faux neon signs. We offer tailored design solutions, adapting CAD files, architecture blueprints, and strict brand guidelines into durable, high-impact signage installations.
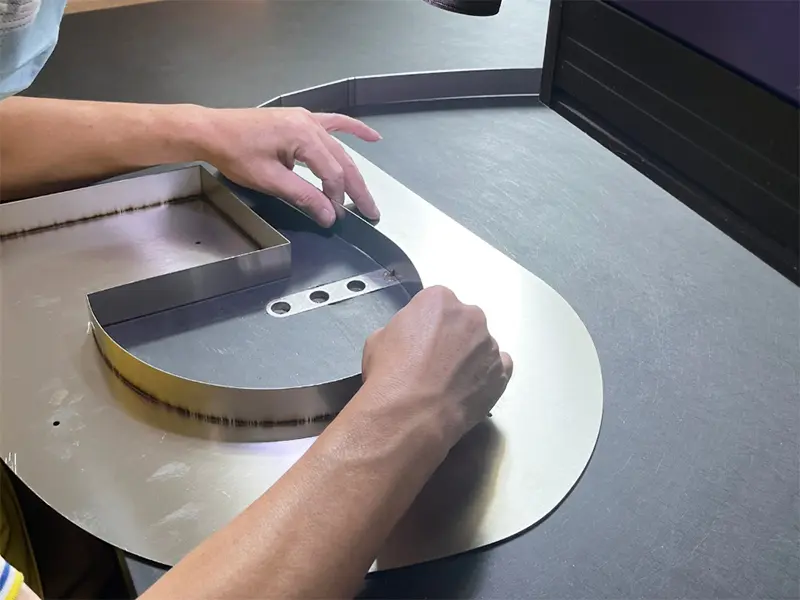
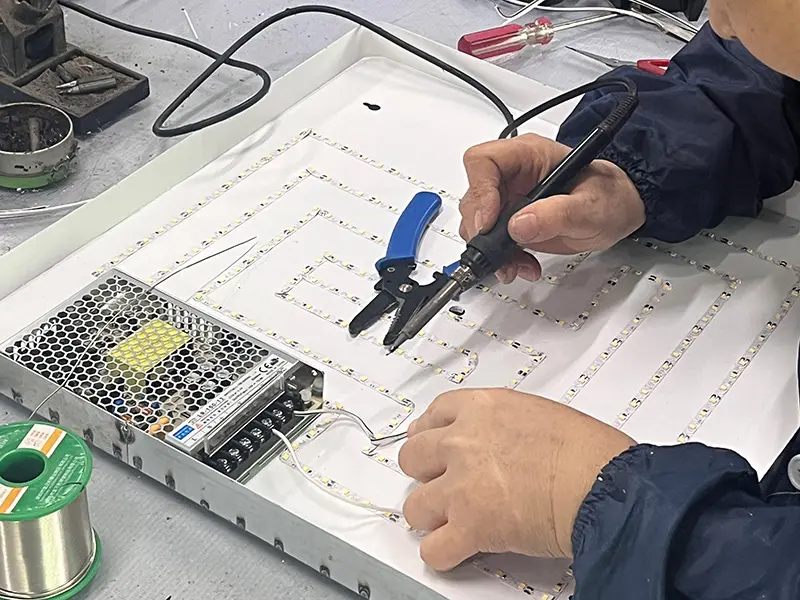
By managing all engineering steps in-house—from laser cutting and sheet metal bending to electrical wiring and final QC testing—we ensure that every sign delivers reliable performance, clean optics, and long-term durability.

Achieving uniform luminescent intensity without dark spots or color shifts requires precise component selection and mechanical assembly. Below is the material specification blueprint utilized across our premium custom LED sign lines:
We source top-tier SMD 2835 and 5050 LED packages featuring high Color Rendering Index (CRI > 85) and LM-80 certified lumen maintenance. These packages deliver stable performance, ensuring consistent color across multiple production runs.
Using UV-stabilized cast poly(methyl methacrylate) sheets, we eliminate panel yellowing and warping caused by UV radiation. The custom-engineered light transmission rates (65%–78%) provide high visual impact without glare.
Equipped with Mean Well, SELV-compliant, and UL Class 2 power supply units, our signs feature protection against short-circuits, over-current, and thermal overload. Rated at IP67/IP68, they are engineered to withstand diverse outdoor environments.
To extend the operational lifespan of high-density LED arrays, we utilize marine-grade 304/316 stainless steel or anodized 6063-T5 aluminum housings. These metals act as heat sinks to dissipate thermal energy. By keeping junction temperatures below critical levels, we maintain color consistency and prevent early light decay.
Commercial sign installations must comply with complex regional safety and building codes. Failing to obtain required certifications can result in municipal fines, insurance invalidation, or electrical safety hazards. Our production lines maintain a strict quality assurance system verified by major international testing agencies.
Essential for installations across the United States and Canada. Our UL-compliant sign components meet strict fire-resistance, electrical safety, and grounding guidelines. They are ready to pass municipal building inspector assessments and complex commercial lease approvals.
Required for the European Economic Area. CE markings certify compliance with EU health, safety, and environmental protection standards. RoHS certifications guarantee that hazardous elements like lead, mercury, and polybrominated biphenyls are kept below strict thresholds.
Critical certification pathways for Australian and New Zealand commercial environments. These markings ensure that all transformer networks, external wiring layouts, and high-voltage insulating barriers satisfy the electrical safety criteria mandated by AS/NZS standards.
We adapt every project to its local installation environment. This includes designing for high wind-load ratings in coastal areas, supplying heavy-duty snow-shedding hardware for cold regions, and applying corrosion-resistant coatings for high-salinity zones.
Our commitment to quality, electrical safety, and material purity is verified by accredited testing authorities worldwide:

The performance requirements for commercial signage vary across different business environments. Our manufacturing lines adapt to these specialized needs:
These environments benefit from front-lit and backlit combinations that highlight brand identity. High-CRI LED systems ensure accurate rendering of brand colors, helping to attract foot traffic and drive customer engagement.
Interior spaces require refined, low-glare lighting solutions. Precision-milled metal letters with soft backlit accents create a professional, premium visual statement suitable for corporate environments.
Dining environments use bright, weather-resistant signs with faux-neon features. These systems deliver high-visibility branding that remains clean and clear through continuous 24/7 operation.
Reliable sign production requires consistent material quality, precision assembly, and strict inspection standards. Our manufacturing workflow utilizes advanced tools and methods to deliver long-term product durability:
By managing production in-house, we control costs, maintain consistent material standards, and offer competitive pricing.
Our testing program includes thermal imaging, high-voltage testing, and simulated aging to verify product stability.
We provide complete support from CAD layout review through structural design, manufacturing, and installation guidance.
Our engineering team adapts sign specifications to match unique design patterns, color schemes, and installation demands.
Our facility houses high-precision CNC routers, laser metal cutting machines, clean bending bays, and diagnostic systems:







The commercial signage sector is moving toward more connected, energy-efficient, and recyclable design systems. Our technical development focus includes three core areas:
We are developing signs that integrate with building management networks. Ambient light sensors automatically adjust brightness to match daytime sunlight and nighttime limits, saving energy while maintaining legibility.
To help brands meet net-zero requirements, we are expanding our use of recycled aluminum and highly recyclable acrylic, reducing environmental impact without compromising durability.
We are standardizing digital translation methods to convert 2D branding files into 3D CAD blueprints. This ensures precise scaling and cleaner mechanical details during production.
Get answers to common technical, compliance, and material selection questions for custom LED signage projects.
Explore our specialized acrylic front-lit, backlit logo, and custom marquee sign styles.