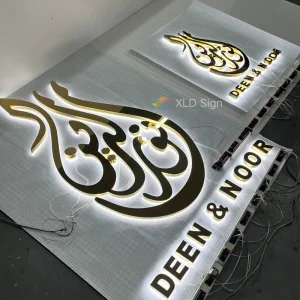
Explore our premium custom bright LED business letters, industrial-strength light boxes, and customizable commercial displays designed for optimal brand positioning.
In modern commercial architecture and retail design, three-dimensional signage serves as a critical bridge between a brand's digital identity and physical spaces. Custom Bright LED Business Letters are no longer merely aesthetic elements; they represent critical investments in location-based marketing, regional footprint establishment, and round-the-clock visibility. As global distribution models shift and physical store experiences require stronger sensory anchors, the engineering behind high-performance illuminated signage has become increasingly complex.
Architectural designers, branding agencies, and corporate procurement directors look beyond cosmetic appeal. They demand structural longevity, strict electrical compliance, environmental stability, and precise color reproduction. Achieving these parameters requires an advanced understanding of metal fabrication, optics, polymer chemistry, and high-efficiency solid-state lighting.
Unlike generic decorative lighting, commercial LED signage is subjected to wind loads, temperature changes, UV radiation, and high humidity. In this comprehensive whitepaper, we dissect the manufacturing tolerances, localized regulatory frameworks, and optical engineering standards that separate standard signs from architectural-grade, long-lifetime installations. Discover how our 25+ years of factory-direct expertise enables us to customize LED frontlit, backlit, and dual-luminous letter installations that consistently outperform industry benchmarks.
Across major regions, including North America, the European Union, and the Asia-Pacific, structural elements like storefront signs must meet municipal codes and electrical safety rules. Failure to comply can lead to high liability, code violation fines, and property damage risks. This is why certified signage is essential for enterprise deployments.
For U.S. and Canadian markets, our commercial LED business letters are designed to comply with UL 48 standards for signs. Using UL-listed LED modules and class 2 power units protects buildings against electrical surges and limits heat output.
In the European Union, CE marking verifies that products meet strict safety, health, and environmental standards. Our letters also comply with RoHS, ensuring they are free from hazardous substances like lead, mercury, and cadmium.
In Australia and New Zealand, regulatory approval requires SAA and RCM compliance. Our internal electrical systems and low-voltage configurations are engineered to meet the high standards of Oceania's power grids.
Our facility integrates rigorous quality checks at every stage, from selecting metal grades to final electrical testing. The industry certificates shown below demonstrate our ongoing commitment to international safety and reliability standards.

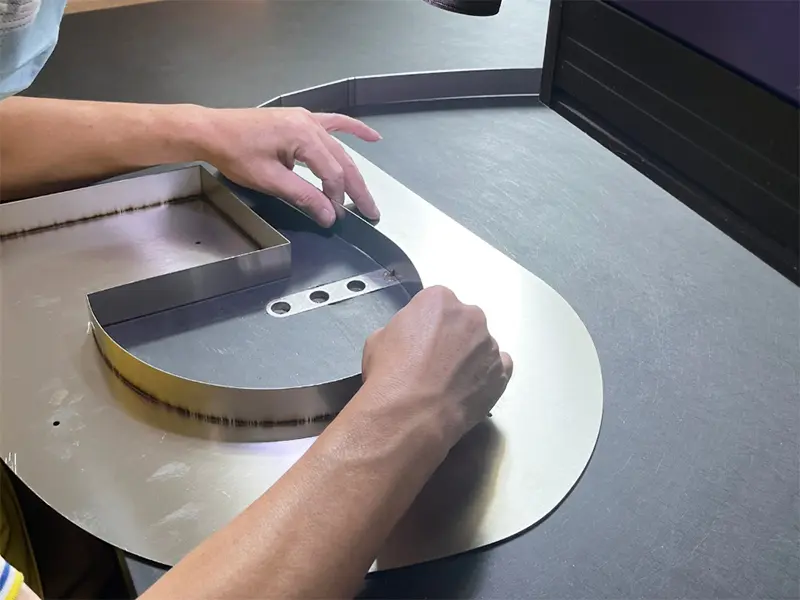
Our main production facility houses professional manufacturing tools and expert engineering teams. With over 25 years of specialized signage experience, we process raw raw materials—like 304 and 316 marine-grade stainless steel, high-cast PMMA acrylics, and advanced LED matrices—into durable commercial displays.

We use precise laser cutting systems to ensure all letter returns and faces match your CAD files and vector designs. Computer-controlled welding systems create strong joints that resist water entry, while specialized vacuum-forming and polishing stations produce smooth finishes for both metallic and acrylic surfaces.
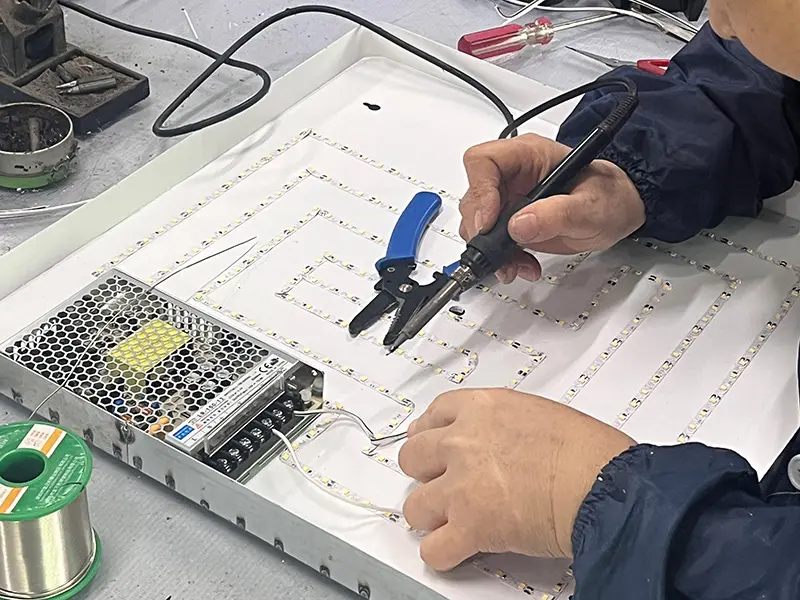







Building high-quality signs requires deep expertise in optical science and materials performance. A common challenge with low-cost LED signs is rapid light decay, which leads to dimming or color shifting after only a few months of operation.
We use high-grade LED chips with stable phosphor coatings to maintain color consistency across all letters, avoiding shifting to bluish or pinkish tones.
Our metal letters are designed with integrated aluminum heat pathways. Efficient heat dissipation prevents diode degradation and helps extend the lifespan of the sign.
Our acrylic faces are treated with UV-resistant inhibitors to prevent yellowing or cracking under intense sunlight, keeping the sign looking clean and professional.
Sealed structures prevent dust and moisture from entering. With IP65 and IP67 ratings, our signs are protected against heavy rain, dust storms, and snow.
Custom LED business letters are used in diverse settings, each with its own structural and environmental demands. Understanding these locations helps us tailor our engineering to ensure durability and visibility.
Corporate offices typically require precise metalwork, clean lines, and even backlighting. We use polished stainless steel or matte-lacquered aluminum to achieve a professional, understated finish.
Retail signs need high visibility and impact. By combining frontlit and backlit techniques, we create signs that catch attention during the day and remain highly legible at night.
Salt air accelerates metal corrosion. For seaside projects, we use marine-grade 316 stainless steel with a protective clear coat to prevent rust and surface damage.
With a focus on engineering precision, international certifications, and reliable support, we deliver long-term value for commercial signage installations worldwide.
We operate advanced production machinery, professional assembly lines, and dedicated QC teams to ensure consistent product standards.
We provide comprehensive project support and after-sales service, keeping communication clear at every step of your project.
From initial CAD layout and optical design to materials fabrication and electrical testing, we handle the complete production workflow.
We support fully customized OEM and ODM services, tailoring sizing, finishes, and illumination styles to match your exact specifications.
The signage industry is moving toward more efficient and smart systems. We are focusing our R&D efforts on key areas to bring improved performance, sustainability, and connectivity to our custom signs.
Integrating IoT controllers allows signs to connect directly to building management systems (BMS). This enables features like automated remote dimming, real-time power monitoring, and diagnostic alerts.
We are working to reduce environmental impact by incorporating eco-friendly raw materials, water-based finishes, and recyclable acrylic polymers into our standard production lines.
We are testing high-efficacy LED layouts that provide greater brightness while reducing overall energy consumption, helping to lower long-term operating costs.
Detailed answers to technical and operational questions frequently asked by commercial developers, architectural engineers, and procurement teams.
Browse the second half of our professional custom LED letter line, tailored for durability and performance across varied commercial applications.